Известен непрерывный трубоформовочный стан для производст ва электросварочных труб. В состав стана входят приводные задающие ролики, клети предварительного изгиба полосы, ряд последовательно расположенных клетей и клети С закрытымн калибрами. Вертикальные оси всех формовочных клетей расположены строго перпендикулярно к горизонтали: при изгибе нродольной оси формовки траектория ее получается ступенчатой.
Предлагаемый непрерывный трубоформовочный стан отличается тем, что все его формовочные клети закреплены на шарнирных опорах и установлены каждая на пяту нажимного винта, снабженного червячной передачей для нх углового регулирования в вертикальной плоскости формовки.
Это позволяет вести процесс по плавной криволинейной траектории и обеспечивает соответствие между осями полосы и калибра.
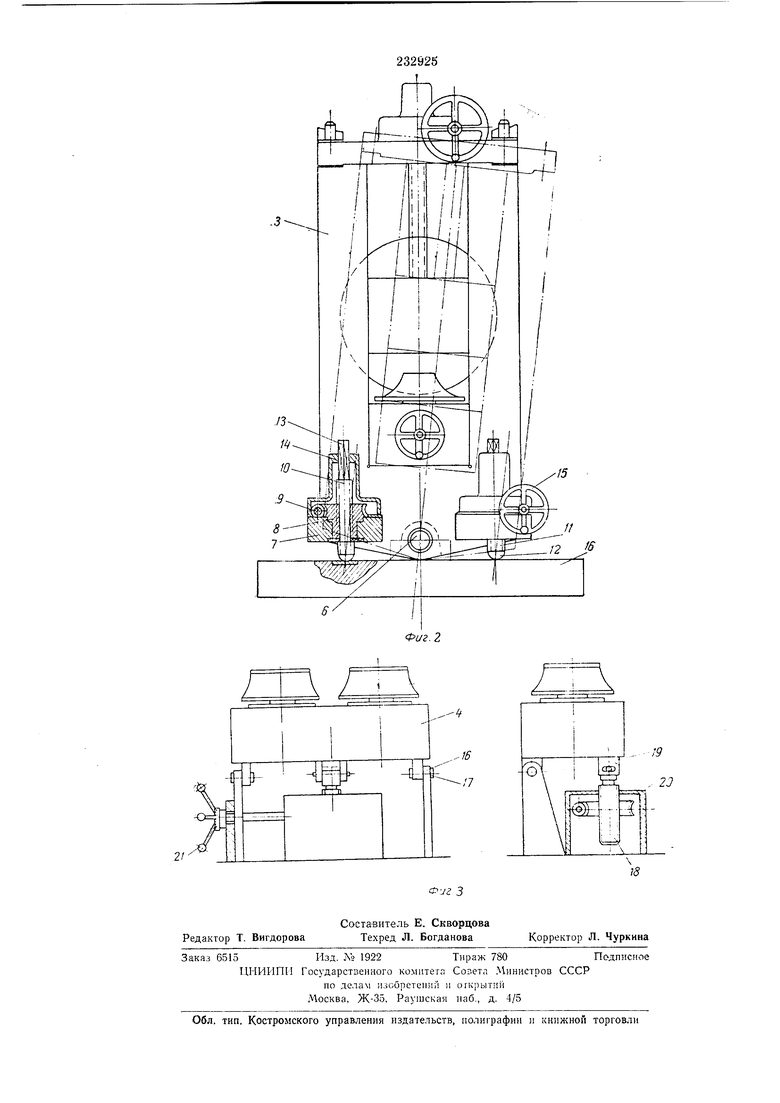
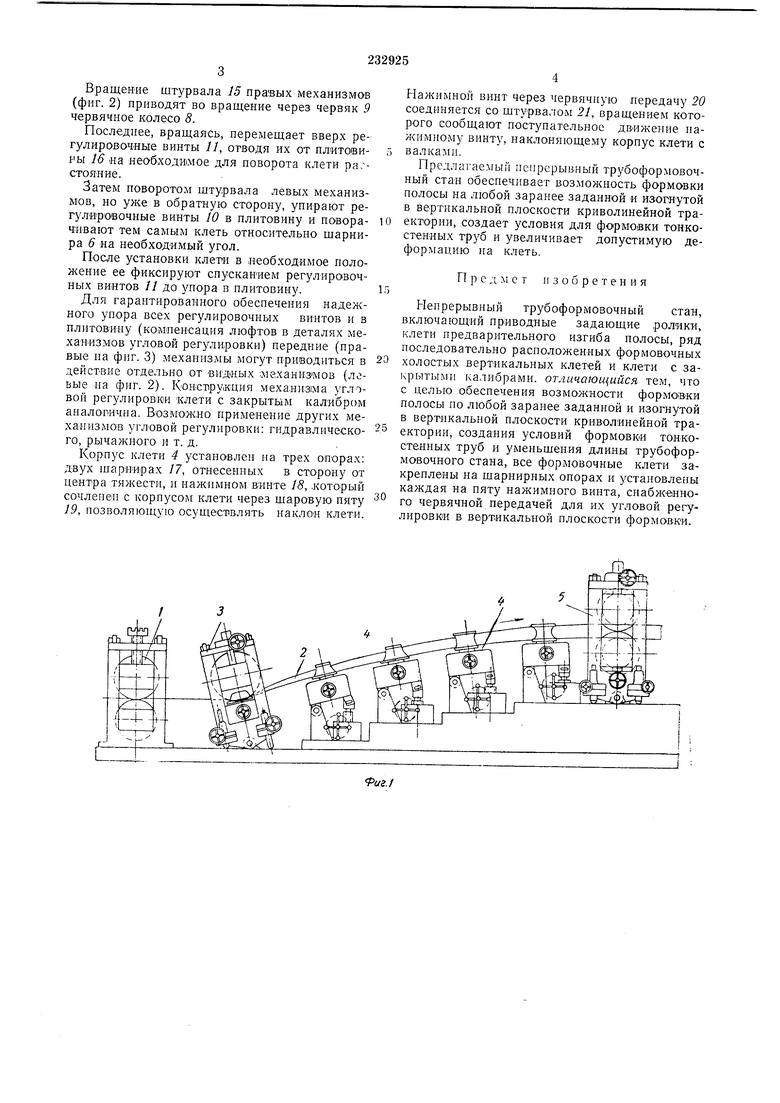
На фиг. 1 изображен непрерывный трубоформовочный стан, общий вид; на фиг. 2 - клеть для предварительного изгиба полосы; на фИг. 3 - холостая вертикальная клеть в двух видах.
Приводные задающие ролики 1 предназначены для подачи iB стан переднего конца штрипса и проталкивания трубной заготовки 2 через валки стана. Для обеснечения горизонтального положения трубной заготовки в сварочном калибре (не показан на чертеже) клеть 3 для предварительного изгиба наклоняется, и нолоса из нее выдается под заранее установленным для данного размера труб углом к горизонтали.
Последующая траектория формовки выбирается из оптимальных условий деформации для данного размера труб; при этом вертикальные холостые клети 4 наклоняют так, чтобы их вертикальные оси был-и перпендикулярны продольной оси входящей в них трубной заготовки, которая, сформованная, поступает в клеть с закрытым калибром 5 (с разрезной шайбой) для окончательной калибровки под сварку. Клеть 5 также имеет возможность наклоняться для создания натяжения кромок в сварочном калибре.
Клеть 3 для предварительного изгиба имеет опоры 6. На прилавках 7 станины клети установлены механизмы для ее угловой регулнровки, каждый из которых, например, состоит из червячной передачи 8 и 9 и регулировочных винтов 10 и /) с шаровой пятой 12. Гайками регулировочных винтов служат червячные колеса 8. Регулировочные винты 10 и 11 имеют квадратные хвостовики 13, которые перемещаются в соответствующих направляющих крышек 14, предохраняющих винты от проворачивания.
Поворот клети осуществляется следующим образом. вращение штурвала 15 правых механизмов (фиг. 2) приводят во вращение через червяк 9 червячное колесо 8. Последнее, вращаясь, перемещает вверх регулировочные винты //, огводя их от плитови1-ы 16 w.a необходимое для поворота клети ра.стояние. Затем поворотом штурвала левых механизмов, но уже в обратную сторону, упирают регулировочные винты 10 в плитовину и поворачивают тем самым клеть относительно щарнира 6 на необходимый угол. После установки клети в .необходимое положение ее фиксируют слусканием регулировочных винтов // до упора в плитовину. Для гарантирова71ного обеспечения надежного упора всех регулировочных винтов и в плитовину (компенсация люфтов в деталях механизмов угловой регулировки) передние (правые па фиг. 3) механизмы могут приводиться в действие отдельно от видных .механизмов (лоБые на фиг. 2). Конструкция механиз1ма угловой регулироВК И клети с закрытым калибром аналогична. Возможно применение других механизмов угловой регулировки: гидравлического, рычажного и т. д. Корпус клети 4 установлен на трех опорах: двух шарнирах 17, отнесенных в сторону от центра тяжести, и иажимном вннте 18, .который сочленен с корпусом клети через шаровую пяту 19, позволяющую осуществлять наклон клети. Нажимной винт через червячную передачу 20 соединяется со штурвалом 21, вращением которого сообщают поступательное движение нажимному винту, наклоняюще.му корпус клети с валками. Предлагаемый непрерывный трубоформовочный стан обеспечивает возможность формовки полосы на любой заранее заданной и изогнутой в вертикальной плоскости криволинейной траектории, создает условия для формовки тонкостенных труб и увеличивает допустимую деформацию на клеть. Предмет изобретения Непрерывный трубоформовочный стан, включающий приводные задающие ролики, клети предварительного изгиба полосы, ряд последовательно расположенных формовочных холостых вертикальных клетей и клети с закрытыми калибрами, отличающийся тем, что с целью обеспечения возможности формовки полосы по любой заранее заданной и изо:гнутой в вертикальной плоскости криволинейной траектории, создания условий формовки тонкостенных труб и уменьшения длины трубоформовочного стана, все формовочные клети закреплены на шарнирных опорах и установлены каждая на пяту нажимного винта, снабженного червячной передачей для их угловой регулировки в вертикальной плоскости формовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть трубоформовочного стана | 1982 |
|
SU1053923A1 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| Клеть трубоформовочного стана | 1978 |
|
SU721141A1 |
| Кромкогибочная клеть трубоформовочного стана | 1980 |
|
SU889183A1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОФОРМОВОЧНОГО СТАНА | 1992 |
|
RU2050996C1 |
| Клеть трублформовочного стана | 1977 |
|
SU626855A1 |
| Трубоформовочный стан | 1979 |
|
SU902886A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ И КАБЕЛЬНЫХ ОБОЛОЧЕК | 1990 |
|
RU2019329C1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| Вертикальная формовочная клеть трубоформовочного стана | 1989 |
|
SU1697921A1 |