1
Изобретение относится к области обработки металлов давлением и касается, в частности, установки для упрочнения и исправления формы сварных швов высокоскоростной проковкой.
Известна установка для упрочнения и исправления сварных швов, содержандая станину с перемещающейся по ее направляющим кареткой, на которой установлено ударноимпульсное устройство, две размещенные на станине опоры и наковальню с прижимом.
Для обеспечения обработки кольцевых и спиральных швов сварных оболочек и труб в предлагаемой установке наковальня с прижимом выполнена в виде сменного блока, закрепленного в опорах и снабженного приводом вращения, размещенным в одной из опор и кинематически связанным с приводом перемещения каретки.
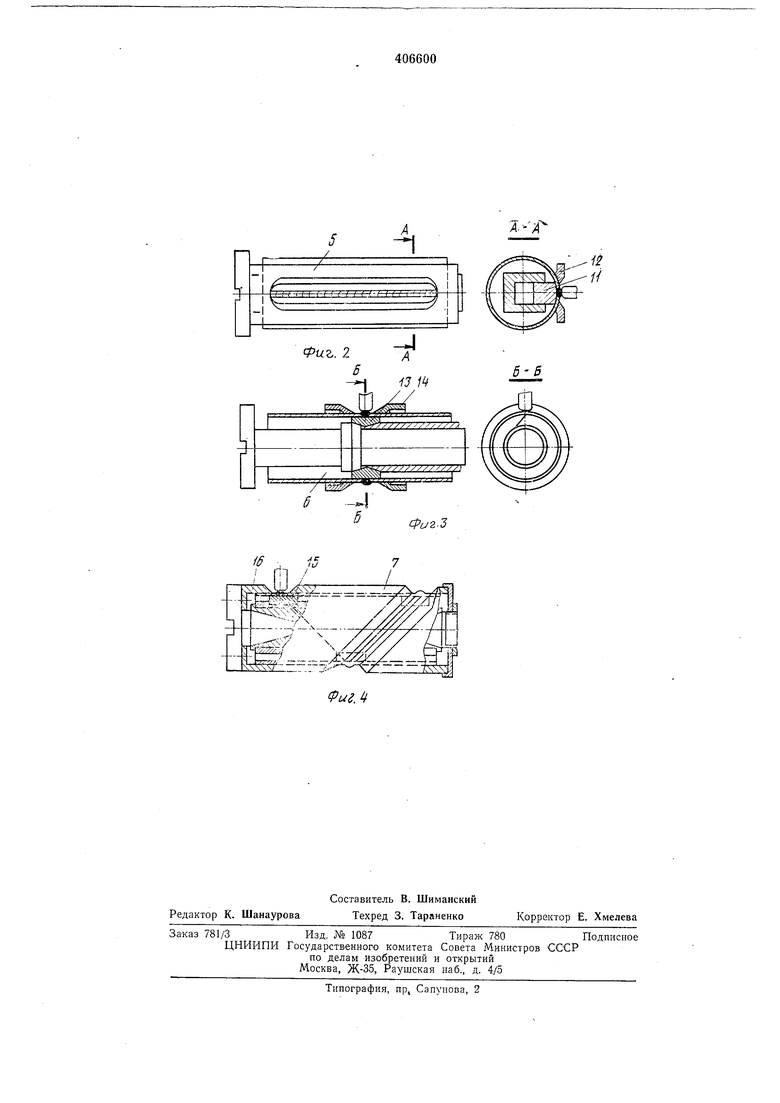
На фиг. 1 изображен общий вид установки: на фиг. 2 - установка для обработки продольных швов; на фиг. 3 - установка для обработки кольцевых швов; на фиг. 4 - установка для обработки спиральных швов.
Установка содержит станину 1, на которой смонтированы передняя 2 и задняя 3 опоры. В передней опоре 2 установлена поворотная планшайба 4, на которой закрепляются сменные блоки наковален с прижимами 5, 6, 7. Для продольного перемещения ударно-импульсного устройства 8, закрепленного на каретке 9, служит привод 10, имеющий, кроме того, кинематическую связь с планшайбой 4. В зависимости от вида обрабатываемого
шва, наковальни и прижимы выполняются разными. Для обработки продольных швов (фиг. 2) наковальня выполнена в виде прямоугольного бруса 11, а прижим в виде рамки 12. При обработке кольцевых швов (фиг. 3)
наковальня выполняется в виде разжимного
кольца 13, а прижимы - в виде стягиваемых
полуколец 14. Для обработки спиральных
швов (фиг. 4) наковальню 15, например, можно выполнить в виде спирали прямоугольного сечения с шагом, равным шагу спирали сварного шва, а прижим 16 - в виде трубы со спиральным пазом.
Установка работает следующим образом. В зависимости от вида сварного соединения
выбирают необходимый блок-наладку, предназначенную для обработки продольного, кольцевого или спирального шва. Выбранный блок закренляют на планшайбе 4 передней опоры 2. Обрабатываемую деталь 17 устанавливают в рабочее положение, следя за тем, чтобы проплав сварного шва находился посредине рабочей части наковальни. В этом положении деталь 17 окончательно фиксируется прижимом. С помощью задней опоры 3
осуществляется дополнительное крепление
блока, обеспечивая максимальную жесткость системы деталь - инструмент. Именно жесткость системы во многом определяет эффективность ударно-импульсной обработки. При обработке продольных швов с помощью привода 10 с заранее выбранной скоростью обеспечивается перемещение каретки 9 вдоль обрабатываемого шва. При обработке кольцевого шва каретка 9 с ударно-импульсным устройством 8 остается неподвижной относительно сварного шва. Движение подачи осуществляется за счет кругового вращения планшайбы 4. Спиральные щвы обрабатываются при совместном движении каретки 9 и вращении нланшайбы 4. Включение ударно-импульсного устройства во всех перечисленных случаях сблокировано с включением движений подачи. По окончании пластического деформирования сварного шва выключают и отводят ударно-импульсное устройство 8 от поверхности обрабатываемой детали 17, убирают, например откидывают, заднюю опору 3, убирают прижим и снимают обработанную деталь с блока.
Предмет изобретения
Установка для упрочнения и исправления формы сварных щвов, содержащая станину с перемещающейся по ее направляющим кареткой, на которой установлено ударно-импульсное устройство, две размещенные на станине опоры и наковальню с прижимом, отличающаяся тем, что, с целью обеспечения возможности обработки продольных, кольцевых и спиральных швов, наковальня с прижимом выполнена в виде сменного блока, закрепленного в опорах и снабженного приводом вращения, размещенным в одной из опор и кинематически связанным с приводом перемещения каретки.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для УПРОЧНЕНИЯ и ИСПРАВЛЕНИЯ ФОРМЫ КОЛЬЦЕВЫХ ШВОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 1970 |
|
SU276713A1 |
| УСТРОЙСТВО для ПРАВКИ и УПРОЧНЕНИЯ ПРЯМОЛИНЕЙНЫХ СВАРНЫХ ШВОВ | 1971 |
|
SU312651A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ | 2014 |
|
RU2570353C1 |
| УСТРОЙСТВО для АБРАЗИВНОЙ ОБРАБОТКИ ВНУТРЕНИИХ | 1972 |
|
SU340518A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| Устройство для обработки внутреннихпОВЕРХНОСТЕй ТЕл ВРАщЕНия | 1979 |
|
SU841920A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ПОЛИМЕРНОГО ТЕРМОПЛАСТИЧНОГО ПЛЕНОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2092316C1 |
| Устройство для удаления дефектов кольцевых сварных швов | 1985 |
|
SU1299712A1 |
i6
А
б-б
iJ 1
