Г
Изобретение относится к области литейного нроизводст1ва, в ча1Стиост;И к устройствам для производства отлнвок с кристаллизацией под давлением.
Известная .многопозициоиная установка для литья с кр-исталлизацией под давлением, содержащая пресс, стол и выталк-нвающий мехаиизм на позиции прессования, заливочное уст1рой€тво на позиции заливки и матрицу на тележке, малопроизводительна, так как гидравлический пресс простяивает во время заляВкн металла в матрицу и во время выталкивания из нее отливки.
С целью повышения производнтельиости предложенная установка снабжена спаренными матрица ми и заливочньгм устройством, причем пресс расположен между поз-ициями зали1йки, а выталкивающий мехаи-изм установлен wa иозиции заливки.
На чертеже ноказана иредложенная установка.
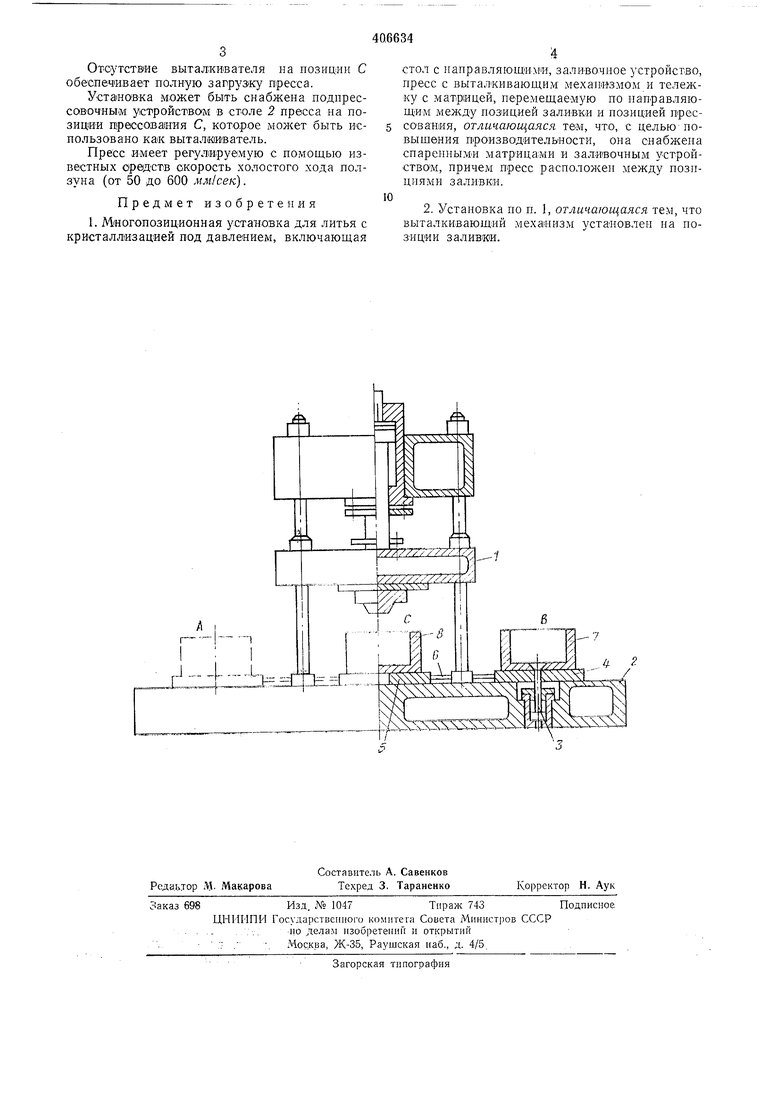
Устаповка содерж.нт гидравлический пресс /, стол 2, выталкивателей 3, тележки 4 и 5, жестко связанные тягой 6. Тележки 4 могут перемещаться на столе пресса любым пр1иводом. Длина тяги определяется расстоянием мелсду вертикальной осью пресса и осью выталкивателя, а также габаритными размерами тележек.
Фиксация тележек на позициях заливки /1
и В осуществляется ограничителями (на чертеже не показаны).
Заливочные устройства, установленные на позициях залиВКИ, условно ие показаны. Перед началом работы одна из телел ек 4 с укрепленной на ней матрицей 7 находится на позиции заливки В, а другая - па позиции прессоваашя С.
После заливки жидкого металла в матрицу 7 на позиции В, тележки перемещаются соответственно: тележка 4 с матрицей 7 на позицию С, а тележка 5 с мат|рицей 5 на позицию А. После фиксации тележек на позиции А производят залив:к порции жидкого металла, а на позиции С - формообразование отливки и прессование кристаллизующегося металла.
Затем тележки перемещают соответственно: тележку 4 на позицию В, а тележку 5 - на позицию С.
На позиции В после фиксации тележки про|1 эвадят выталкивание отливки, очистку и смазку матрицы и залищку в нее порции жидкого металла. Одновременно на позиции С производят формообразование отливки и прессование кристаллизующегося металла.
После возвращения тележки 5 на позицию А производят выталкивание отливки, очистку и смазку матриды к зали1В1су порции жидкого металла.
Отсутствие выталкивателя на позиции С обеспечивает полную загрузку пресса.
Установка может быть снабжена подпрессоВОЧным устройством в столе 2 пресса на позиции прессования С, которое может быть использовано как выталкиватель.
Пресс имеет регулируемую с помощью известных средств скорость холостого хода ползуна (от 50 до 600 мл1/сек).
Предмет изобретения
1. Многопозиционная установка для литья с кристаллизацией под давлением, включающая
стол с направляющ ими, заливочное устройство, пресс с выталкивающим механизмом и тележку с матрицей, перемещаемую по направляющим между позицией заливки и позицией прессования, отличающаяся тем, что, с целью повышения производительности, она снабжена спаренными матрица:ми и заливочным устройством, причем пресс расположен между позициями заливки.
2. Установка по п. 1, отличающаяся тем, что выталкивающ ий мехаиизм уста ювлен на позиции заливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья под давлением | 1982 |
|
SU1069939A1 |
| Штамп для штамповки из жидкого металла | 1976 |
|
SU569386A1 |
| Устройство для штамповки жидкого металла | 1985 |
|
SU1310106A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| Форма с вертикальной плоскостьюРАз'ЕМА для шТАМпОВКи жидКОгО МЕТАллА | 1979 |
|
SU821052A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2142354C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2173233C2 |
| Устройство для жидкой штамповкиМЕТАллА | 1979 |
|
SU793712A1 |
| ПРЕСС-ФОРМА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1998 |
|
RU2136441C1 |
| ФОРМА С ВЕРТИКАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА ДЛЯ ШТАМПОВКИ ЖИДКОГО МЕТАЛЛА | 1973 |
|
SU374114A1 |
.. . « г
