1
Изобретение отиосится к станкам абразивного или алмазного электрохимического шлифования, в частности, для обработки отверстий.
Станки для алмазного электрохимического шлифования имеют устройства для подачи электролита, состоян1,ие из нагнетающей установки, .магистрали и сонла, оргаиизующего ноток рабочей жидкости непосредственно в зоне обработки.
При обработке глубоких отверстий электродом-инструментом, имеющим непрерывную по окружности и длине рабочую поверхность, в известных устройствах отсутствуют условия для ненрерывной подачи электролита в зону обработки, что приводит к снижеиию производительности и стабильности ироцесса электрохимического сьема металла и к повышенному изиосу инструмеита.
С целью создаиия устройства, обеспечивающего стабильиое ведсиие процесса обработки, предлагаемое устройство сиабжеио камерой с отверстием, сообидающи.мся с подающей электролит магистралью, расположеиной в одной нз ее стенок, а верхней крышкой камеры служит сама обрабатываемая деталь, прижимае.мая через уплотнение к камере известным устройством, например гидропилиндром.
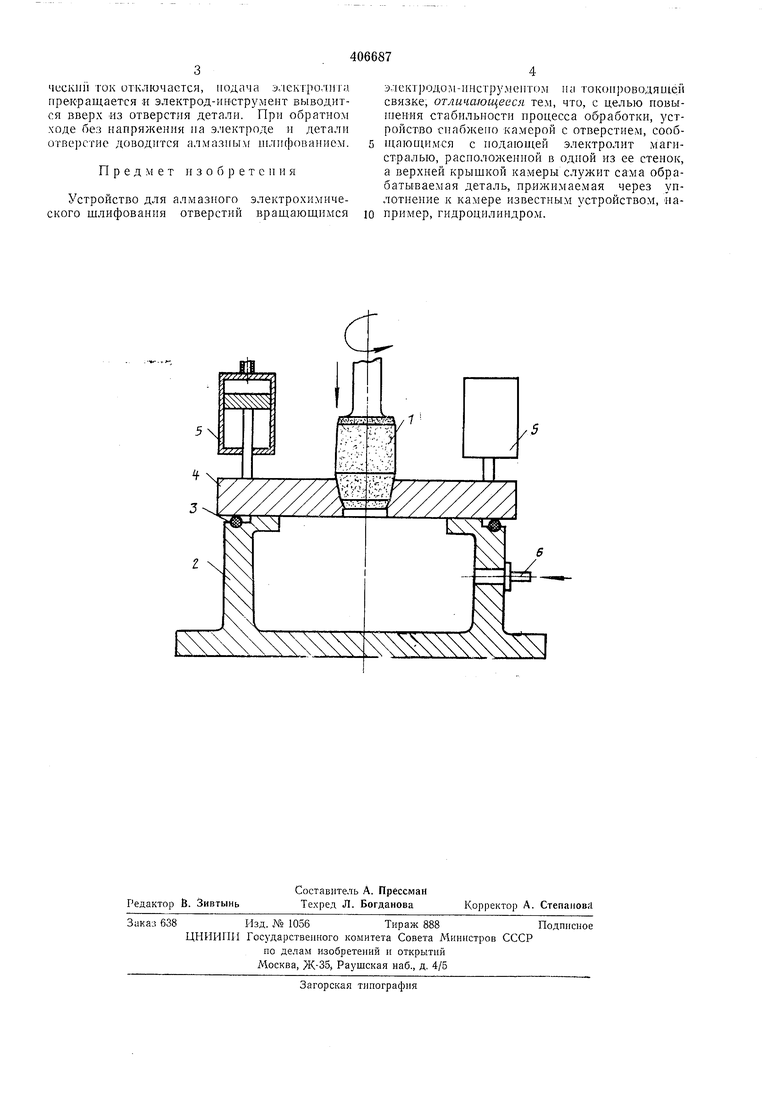
На чертеже изображен разрез предлагаемого устройства.
2
Устройство состоит из ал.мазиого электрода-инструмента / на токопроводящей связке, герметическн закрываемой камеры 2, па которую через унлотнителыюе кольцо 3 иакладыБается обрабатываемая деталь 4, поджимаемая к камере силовыми цилиндрами 5 и из трубки 6 для подачи электролита под давлеиие.м.
Устройство работает следующим образом.
Обрабатываемую деталь 4 иакладывают па кольца 3 камеры 2, иосл€ чего ее поджимают к уплотнительному кольцу 3 штокамн цилиндров 5 и вводят электрод / в соприкосновение с деталью 4.
Далее включают ирнвод вращения электрода-инструмента У и нагнетающую электролнт установку. Рабочая жидкость через трубку 6 поступает в камеру 2 и устремляется в межэлектродиый промежуток, образоваииый стенками отверстия детали 4 и электродом-иистру еитом /. Проходя через мелсэлектродиый иро.межуток, электролит образует сплошную жидкостиую плеику, необходимую для ведепия ироцесса абразивного электрохимического
материала.
После включения источннка питания техпологически.м током к инструменту прикладывается заданное усилие в направлении движеиия инструмента.
По окончании цикла обработки технологический ток отключается, подача электролита прекращается и электрод-ииструмент выводится вверх из отверстия детали. При обратном ходе без напряжения иа электроде и детали отверстие доводится алмазным иглнфоваиием.
Предмет изобретения
Устройство для алмазного электрохимнческото шлифования отверстий вращающимся
электродол-ниструментом на токон)оводяще11 связке, отличающееся тем, что, с целью повыН1еиия стабильности процесса обработки, устройство снабжено камерой с отверстием, сообщающимся с подающей электролит магистралью, расиоложенной в одной из ее стенок, а верхней крыщкой камеры служит сама обрабатываемая деталь, прижимаемая через уилотнение к камере известным устройством, например, гидроцилиндром.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ | 2011 |
|
RU2489236C2 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ | 2015 |
|
RU2607060C1 |
| Способ электроабразивного внутреннегошлифОВАНия | 1978 |
|
SU848236A1 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ | 1997 |
|
RU2133190C1 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТЬЮ АБРАЗИВНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2004 |
|
RU2268119C1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
