1
Изобретение относится к области механической обработки металлов, в частности к шлифованию и полированию, и предназначено для шлифования прикомлевых участков лопаток как энергетических турбин, так и турбин реактивных двигателей с прямыми полками.
Ленточно-шлифовальные станки для обработки поверхностей турбинных лопаток не обеспечивают шлифование прикомлевых участков турбинных лопаток.
Известен ленточно-шлифовальный станок для обработки криволинейных поверхностей, например прикомлевых участков турбинных лопаток, содержащий копир, принимающий абразивиую ленту к лопатке и имеющий профиль, соответствующий профилю продольного сечения прикомлевого участка лопатки 1.
Этот станок обладает рядом . недостатков. Из-за постоянного трения абразивной ленты о копир, сокращается срок службы последнего. Отсутствует возможность применения щирокой абразивной ленты. Из-за малых радиусов кривизны невозможно согнуть широкую ленту в сторону абразивного слоя для обхвата шлифуемой поверхности, что приводит к использованию большого числа узких абразивиых лент.
С целью упрощения конструкции станка, увеличения срока службы копира и ленты при
необходимом диапазоне технологичности, копир смонтирован на каретке, введенной в устройство и установленной с возможностью перемещения в направлении, перпендикулярном оси поворота лопатки, а станок снабжен кулачком с профилем, соответствующим поперечному сечению прикомлевого участка лопатки, закрепленным на оси поворота лопатки и находящимся в контакте с толкателем, смонтированным на каретке, при этом в плане копир совмещен с толкателем.
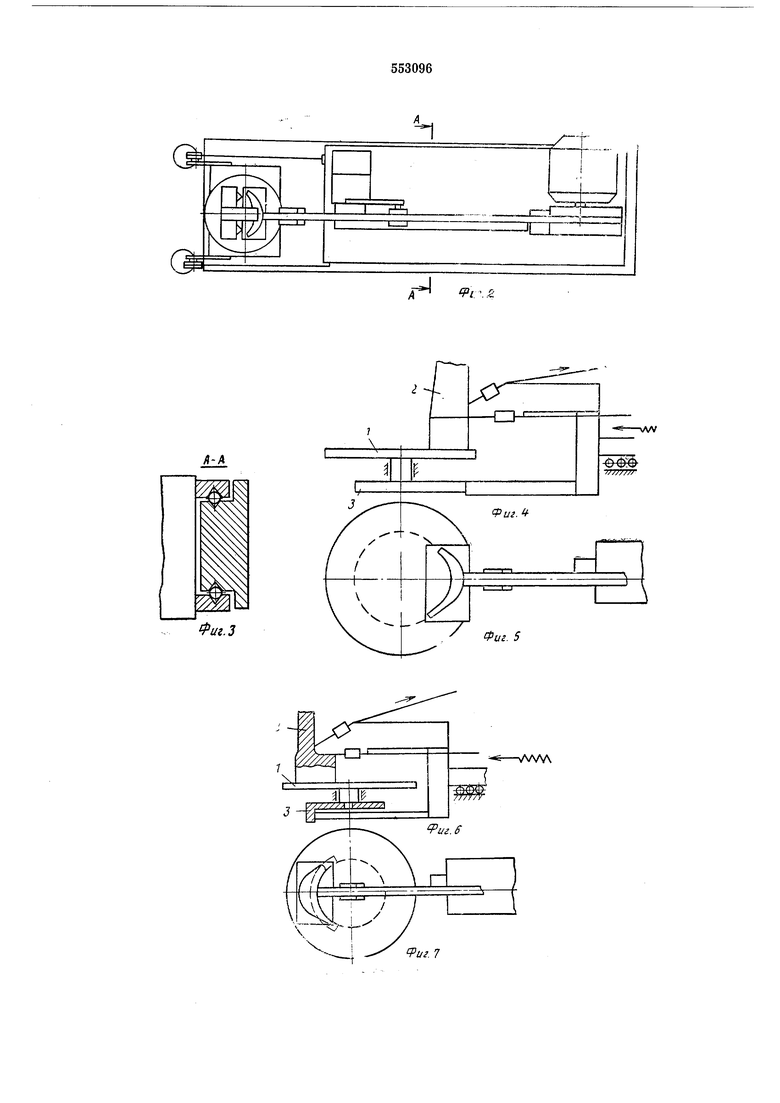
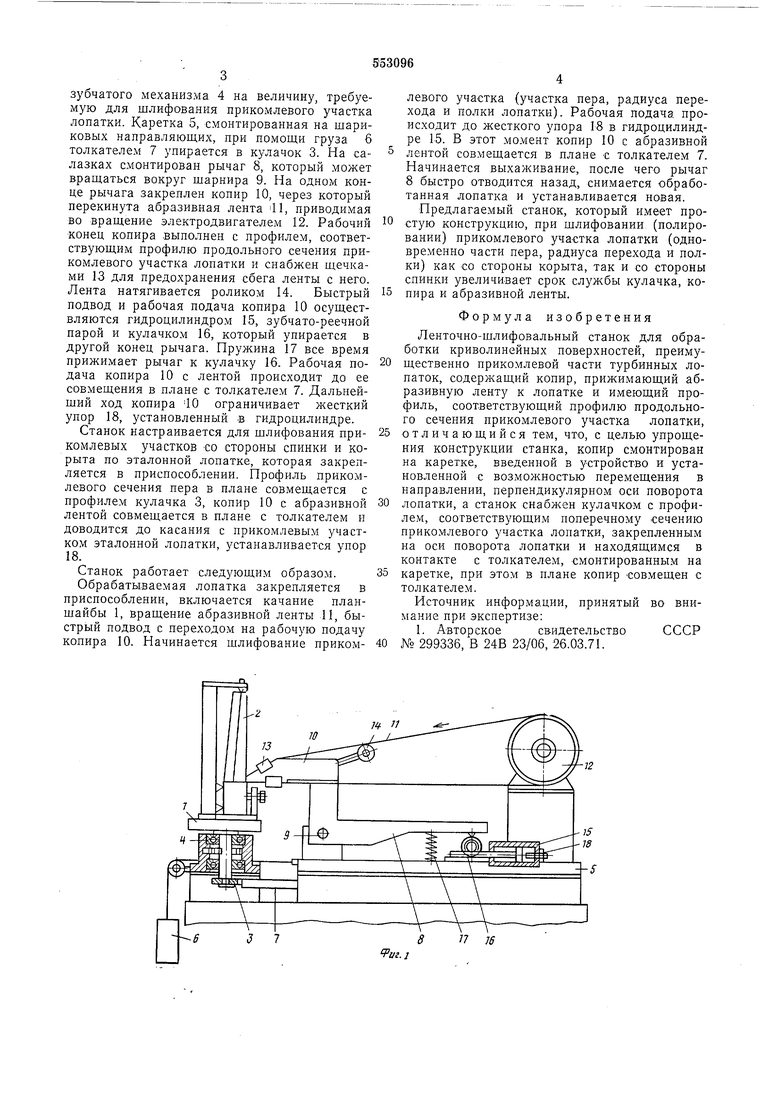
Иа фиг. 1 показан предлагаемый Станок, общий вид; на фиг. 2 - то же в плане; на фиг. 3 - сечение А-А, фиг. 2; на фиг. 4 - схема шлифования прикомлевых участков со стороны спинки; на фиг. 5 - то же в плане; на фиг. 6 - схема шлифования прикомлевых участков со -стороны корыта; на фиг. 7 - то же в плане.
Иа нланшайбе 1, которая смонтирована на шарикоподшипниках, в приспособлении закреплена обрабатываемая лопатка 2. Приспособление для закрепления лопатки устанавливается так, что профиль окончательно обрабатываемой поверхности лопатки совмещается с профилем кулачка 3, вынесенного из зоны обработки и закрепленного на валу планшайбы. Профиль кулачка выполнен по профилю прико.млевого участка лопатки.
Планшайба качается при помощи реечнозубчатого механизма 4 на величину, требуемую для шлифования прикомлевого участка лопатки. Каретка 5, смонтированная на шариковых направляюш,их, при помощи груза 6 толкателем 7 упирается в кулачок 3. На салазках смонтирован рычаг 8, который может вращаться вокруг шарнира 9. На одном конце рычага закреплен копир 10, через который перекинута абразивная лента 11, приводимая во вращение электродвигателем 12. Рабочий конец копира выполнен с профилем, соответствующим профилю продольного сечения прикомлевого участка лопатки и снабжен щечками 13 для предохранения сбега ленты с него. Лента натягивается роликом 14. Быстрый подвод и рабочая подача копира 10 осуществляются гидроцилиндром 15, зубчато-реечной парой и кулачком 16, который упирается в другой конец рычага. Пружина 17 все время прижимает рычаг к кулачку 16. Рабочая подача копира 10 с лентой происходит до ее совмещения в плане с толкателем 7. Дальнейщий ход копира 10 ограничивает жесткий упор 18, установленный в гидроцилиндре. Станок настраивается для шлифования прикомлевых участков со стороны спинки и корыта по эталонной лопатке, которая закрепляется в приспособлении. Профиль прикомлевого сечения пера в плане совмещается с профилем кулачка 3, копир 10 с абразивной лентой совмещается в плане с толкателем и доводится до касания с прикомлевым участком эталонной лопатки, устанавливается упор 18. Станок работает следующим образом. Обрабатываемая лопатка закрепляется в приспособлении, включается качание планшайбы 1, вращение абразивной ленты И, быстрый подвод с переходо.м на рабочую подачу копира 10. Начинается шлифование прикомК
--S
/7 75
Уаг.: левого участка (участка пера, радиуса перехода и полки лопатки). Рабочая подача происходит до жесткого упора 18 в гидроцилиндре 15. В этот момент копир 10 с абразивной лентой совмещается в плане € толкателем 7. Начинается выхаживание, после чего рычаг 8 быстро отводится назад, снимается обработанная лопатка и устанавливается новая. Предлагаемый станок, который имеет простую конструкцию, при щлифовании (полировании) прикомлевого участка лопатки (одновременно части пера, радиуса перехода и полки) как €0 стороны корыта, так и со стороны спинки увеличивает срок службы кулачка, копира и абразивной ленты. Формула изобретения Ленточно-шлифовальный станок для обработки криволинейных поверхностей, преимущественно прикомлевой части турбинных лопаток, содержащий копир, прижимающий абразивную ленту к лопатке и имеющий профиль, соответствующий профилю продольного сечения прикомлевого участка лопатки, отличающийся тем, что, с целью упрощения конструкции станка, копир смонтирован на каретке, введенной в устройство и установленной с возможностью перемещения в направлении, перпендикулярном оси поворота лопатки, а станок снабжен кулачком с профилем, соответствующим поперечному сечению прикомлевого участка лопатки, закрепленным на оси поворота лопатки и находящимся в контакте с толкателем, смонтированным на каретке, при этом в плане копир совмещен с толкателем. Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетельство СССР № 299336, В 24В 23/06, 26.03.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU299336A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Ленточно-шлифовальный станок дляОдНОВРЕМЕННОй дВуХСТОРОННЕй ОбРАбОТКиКРупНОгАбАРиТНыХ лОпАТОК | 1979 |
|
SU795901A1 |
| Копировальный станок для одновременной обработки спинки и корыта лопатки | 1959 |
|
SU127584A1 |
| Устройство для ленточного шлифования | 1989 |
|
SU1685691A1 |
| Станок для шлифования турбинных лопаток | 1973 |
|
SU651939A1 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |