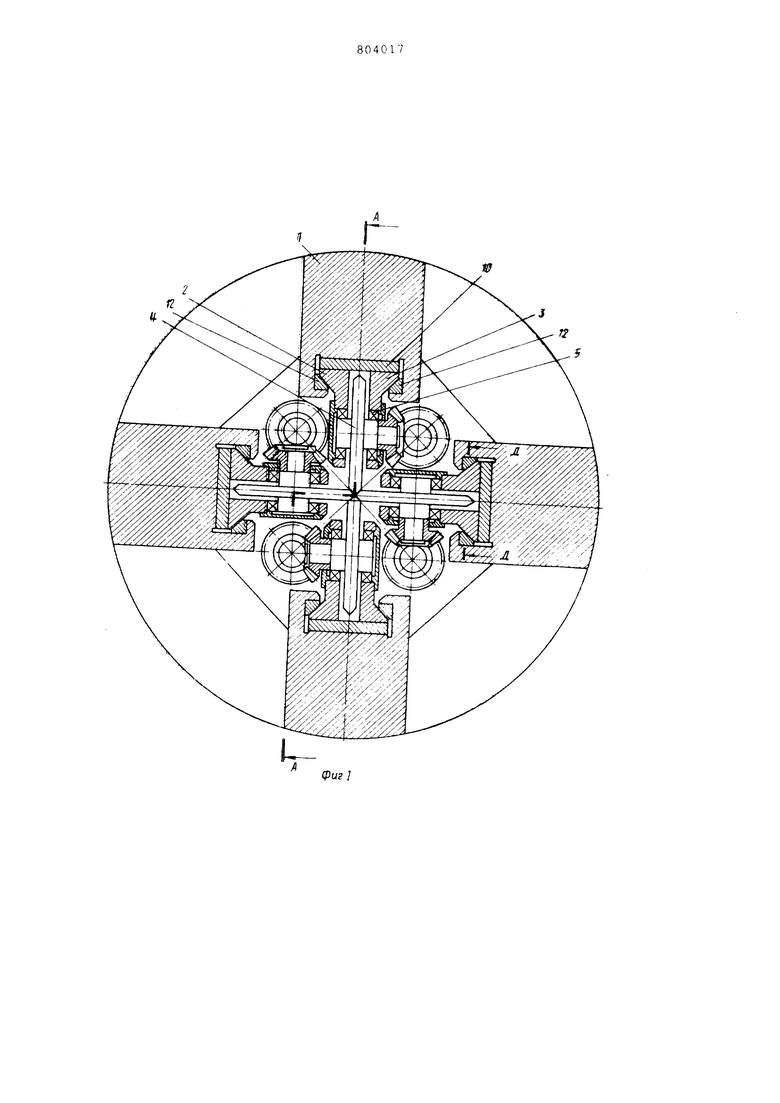
от1- оситсп к обработк И ттселнвзначвНО ния при производстве ; профилей , преимущес ilj ocT;;;: niyovaTiibie клети, содерж ;м,и:; .:;/. уста;;о:;ленные в ней кассст ; с рабочими залками, механиз ма радиалт,пой i осевой регулировки рабочих валч-ов и привод рабочих вал соР , :)бсспг:-:и1заю:1ий их жесткую кине ;-.,гмчес:к./;о с помощью распреде j ;;-Tej:bHoH коробки с коническим зубчатым зацепление;. . Эт;г тгрокатная клеть обладает рядом педос аткоз . Так, при прокатке в такой клети требуется высокая точность настройки и удержизаюиая опособнооть вводноГ арматуры. Кроме того, не представтгяется позможньм установить вво ную арматуру ь непосрепственной бли зсч;ти с оча о 1 деформации, что прит:однт Г скачиванию и скручр ванию по.чос-,: мг-:,лгу- троводкой и рабочими ря.п .. 5 ука-эанггой конструкции г:рокатнои клети шпиндели, передшогпие п;::,,;о от распределительной -,,-1Г;-..-;;, : );i6orHM валкам, расположе 1п,| :- :;- : ч:ко:ти, перпендикулярной OCVI прокатки, что не обеспечивает возможности смещения одной пары рабочих валкор (например, горизонтальных ) относительно другой (например, вертикальных) на требуемую величину вдоль оси прокатки и не позволяет вести прокатку в двух парах валков, например, по системе круг овал круг таким образом, чтобы первая пара валков, кроме деформации полосы, выполняла бы роль проводки для направления овальной полосы, получаемой в первой паре валков, во вторую пару рабочих валков. Известна также прокатная клеть, преимущественно для прокатки мелких сортовых профилей, включающая станину, кассеты с горизонтальН1лчи и кассеты с вертикальными рабочими валками, механизм радиальной и клиновой механизм осевой регулировок кассет а такАе связанную с центральной шестерней общего привода распределительную коробку привода рабочих валков с выходными цилиндрическими шестерня-ми с осью, параллельной оси прокатки, внутри каждой из которых подвижно установлена головка шпинделя, передающего вращение на соответствуюЩИй рабочий валок через коническую пару, установленную на одной из подушек кассеты мех-шу шпинделем и рабочим валком 2 . Основным недостатком этой констр кции является сложность настройки п рабочих валкоБ на требуемую величин относительного смещения вдоль оси прокатки. Цель изобретения - использование главного привода бесступенчатого перемещения одной пары кассет с рабочими валками (например, горизонтальных) относительно другой пары например, вертикальных вдоль оси прокатки на требуемую величину. Поставленная цель достигается тем, что распределительная коробка снабжена дополнительйыми шестернями, взаимодействующими с одной стороны с центральной шестерней привода рабочих валков, а с другой - с винтовой парой синхронного перемеще ния клиньев меха.низма осевой регули ровки, при этом клинья механизма осевой регулировки снабжены фиксаторами, выполненныг11и предпочтительно в виде подпружиненных штифтов и входящими в соответствующие гнезда кассет рабочих валков. Кроме тогоJ нинтовые пары синхронного перемещения клиньев осевой регулировки соответствующих пар кас сет с рабочими палками выполнены соответственно с правой и левой рез бой , На фиг. 1 пор.азана клеть, поперечный разрб з; Fia фиг. 2 - разрез А-А на фиг. Ij на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3; ма фиг. 5 - разрез Г-Г на фиг. 3; на фиг. б - разрез Д-Д на фиг. 1; на фиг. 7 - разрез Е-Е на фиг . 2 . Прокатная клеть (фиг. 1) содержи станину 1, в окне которой установлены кассеты с рабочими валками, со тоящие из левой 2 и правой 3 подуш жестко связанных между собой и раб чего валка 4, установленного на под шипниках 5 качения. При этом подушк 3 снабжена расточкой с установленным в ней валом 6 (фиг. 2) с осью вращения, параллельной оси прокатк на одном хвостовике которого устан лена коническая шестерня 7, входящая в зацепление с шестерней 8, за крепленной на хвостовике рабочего лка, а на другом - головка шпиндел 9. Для радиальной регулировки кассет с рабочими валками предусмотре клин 10, связанный со станиной с п мощью винта 11. ;ля осевой регулир ки кассет с рабочими валками и их уравновешивания предусмотрен механ (фиг. 1 и б) , состоящий из двух кл ньев }2, распрложенных по обе стор ны кассеты в направляющих станины связанных между собой с помощью ре гулировочных виьтов 13 и траверсы 14 с винтом 15 синхронного перемещения боковых клиньев, причем гайка 16 винта 15 расположена в корпусе распределительной коробки 17. Боковые клинья 12 имеют равный наклон с опорной поверхностью нажимного клина 10 в направлении оси прокатки, благодаря чему при своем синхронном перемещении они ггрижимают подушки кассеты к центральному нажимному клину. В то же время они образуют некоторый угол с опорной поверхностью в поперечном направлении, благодаря чему при раздельном перемещении боковых клиньев осуществляется осевая установка кассеты с рабочим валком. Кинематическая связь рабочих валков между собой и с главным приводом осуществляется с помощью распределительной коробки 17 с цилиндрическим зубчатым зацеплением, причем оси шестерен располагаются параллельно оси прокатки. Распределительная коробка имеет центральный пустотелый вал 18 (фиг, 2 и 5) для пропуска прокатываемого металла с установленными на нем двумя цилиндрическими шестернями 19 и 20, с одной из которых входят в зацепление две шестерни 21, передающие вращение, например, на горизонтальные рабочие валки, а другая центральная шестерня 20 (фиг. 2 и 4) взаимодействует с двумя шестернями 22, передающими вращение на вертикальные рабочие валки. Передаточное отношение шестерен, передающих вращение на горизонтальные рабочие валки, отличается от передаточного отношения шестерен, передающих вращение на вертикальные рабочие валки, на величину вытяжки металла, прокатываемого в первой паре рабочих валков. Валы шестерен 21 и 22 выполняются пустотелыми, в полости которых подвижно устанавливаются головки шпинделей 9. С центральной шестерней 20 привода рабочих валков (фиг. 2 и З) взаимодействуют также шестерни 2-3 синхронного перемещения вдоль оси прокатки пар кассет с рабочими валками, установленные на гайках 16 синхронного перемещения боковых клиньев 12 осевой регулировки валков и имеющие с ними шлицевое соединение, что обеспечивает возможность перемещения .шестерен 23 вдоль оси винтов 15 и ввод их в зацепление с центральной шестерней 20 привода рабочих валков при перемещении кассет вдоль оси прокатки. При Этом винты 15 синхронного перемещения боковых клиньев пар горизонтальных и вертикальных валков имеют соответственно правую и.лев5 резьбу. При прокатке шестерни 23 выводятся из зацепления с центральной шестерней привода рабочих валков. Для жесткой фиксации боковых «пиньев 12 осевой регулировки рабочих валков в теле боковых клиньев устанавливаются подпружиненные штиф ты 24 (фиг. 1) , входящие в соответствующие гнезда на наклонных поверхностях подушек кассеты рабочих валков.
Работа прокатной клети осуществляется следующим образом.
Вращение от главного привода передается на центральный вал 18 распределительной коробки 17, на котором установлены центральные шестерни 19 и,20, передающие вращение через соответствующие шестерни 21 и 22 на шпиндели 9, Далее вращение передается через конические шестерни 7 и в на рабочие валки 4. Радиальная регулировка кассет с рабочими валками осуще ствляется с помощью клина 10 и винта 11, Осевая регулировка и жесткая фиксация кассет е рабочими валками в станине 1 осущесз.фэляется двумя боковыми клиньями 12, раздельное перемещение которых с помощью винтов 13 обеспечивает осевую регулировку кассет, а их синхронное перемещение с помсядью винта 15, гайки 16 и траверсы 14 - жесткую фиксацию кассет в станине.
Взаимное плавное бесступенчатое перемещение одной пары кассет с рабочими валками (например, горизонтальных) относительно другой (напршмер, вертикальных) осуществляется слдующим образом.
Вначале ослабляются клинья 10 радиальной регулировки кассет, а затем с помощью винтов 13 боковые, клинья 12 фиксируются относительно кассет рабочих валков штифтами 24 и вводятся в зацепление с центральной шестерней 20 шестерни 23 синхронного перюмеадения вдоль оси прокатки кассет с рабочими валками. При вращении центрального вала 18 распределительной коробки 17 вращение передается через шестерни 23 на гайки 16. Так как винты 15, перемещающие горизонтальные И вертикальные пары кассет, имеют соответственно левую и правую резьбу то происходит относительное перемещЪние кассет вдоль оси прокатки во взаимно противоположных направлениях Головки шпинделей 9 при этом перемещаются по пустотелым валам распределительной крробки. После смещения кассет вдоль оси прокатки на требуемую величину шестерни 23 выводятся из зацепления с центральной шестерней 20 привода..Затем осуществляется радиальная и осевая установка каждой кассеты.
Использование главного привода дл относительного смещения пар кассет
вдоль оси прокатки позволяет сократить время на настройку клети перед прокаткой, а также при переходе с одного профилеразмера на другой.
Формула изобретения
1.Прокатная клеть, преимущественно для прокатки мелких сортовых профилей, включающая станину, кас0сеты с горизонтальными и кассеты с вертикальными рабочими валками, механизм радиальной и клиновой механизм осевой регулировок кассет, а также Связанную с центральной шес5терней общего привода распределительную коробку привода рабочих валков
с выходными цилиндрическими шестернями с осью, параллельной оси прокатки, .внутри каждой из которых под0вижно установлена головка шпинделя, передающего вращение на соответствующий рабочий валок через коническую пару, установленную на одной из подушек кассеты между шпинделем и рабочим валком, отличающаяс я тем, что, с целью использования главного привода для плавного бесступенчатого перемещения одной пары кассет с рабочими валками (например, горизонтальных) относительно другой пары (например, вертикальных) вдоль оси прокатки на требуемую величину, распределительная коробка снабжена дополнительными шестернями, взаимодействунвдими с одной стороны с центральной шестерней привода рабочих валков, а с другой - с винтовой парой синхронного перемещения клиньев механизма осевой регулировки, при этом клинья механизма осевой регулировки снабжены Фиксаторами, выполненными предпочтительно в виде подпружиненных штифтов и входящими в соответствующие гнезда кассет рабочих валков.
2.Клеть по п. 1, отличающаяся тем, что винтовые пары синхронного перемещения клиньев осевой регулировки соответствующих пар кассет с рабочими валками выполнены соответственно с правой и левой резьбой.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 354912, ,kл. В 21 В 13/10, 1972.
2. Авторское свидетельство СССР ф 529856, кл. В 21 в 13/10, 1976.
r
тттш-т
kгз
п
V
22
ail
b
..
i.1


| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1979 |
|
SU925449A1 |
| Прокатная клеть с многовалковым калибром | 1974 |
|
SU529856A1 |
| Прокатная клеть | 1974 |
|
SU498048A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |