1
Изобретение относится к черной металлургии, к установкам для непрерывной разливки металла, а именно, к устройствам для колтроля положения слитка относительно тележки.
Известно счетно-имнульсное устройство для контроля положения слитка относительно тележки на установках для непрерывной разливки металла, датчики импульсов которого соединены с привода.ми тянущей клети и перемещения тележки корзины. Момент подхода конца к днищу тележки определяется совпадением общего числа с того и другого датчика импульсов с базовым числом импульсов, после чего тележка опускается синхронно- со слИтком до тех пор, пока слиток не будет обрезан.
Однако известное устройство сложно и чувствительно к импульсным .наводкам, что может вызвать падение слитка в тележку с недопустимой высоты, и как следствие этого, обрыв троса тележки.
С целью повышения надежности работы, предложено устройство для контроля положения слитка относительно тележки на установке непрерывной разливки, состоящей из узла, определяющего проходимый путь валков тянущей клети, барабана подъемника тележки и двух дисков, измеряющих в масщтабе пути, проходимые ОКружностями этого барабана и валков, один из которых соединен с при-водом валков тянущей клети, а другой с приводом барабана. Диски расположены соосно с возможностью встречного вращения в один оборот за рез слитка, причем один диск снабжен контактами, соединенными с токосъемными кольцами и грузовым приводом, а другой - с элементом для замыкания этих контактов.
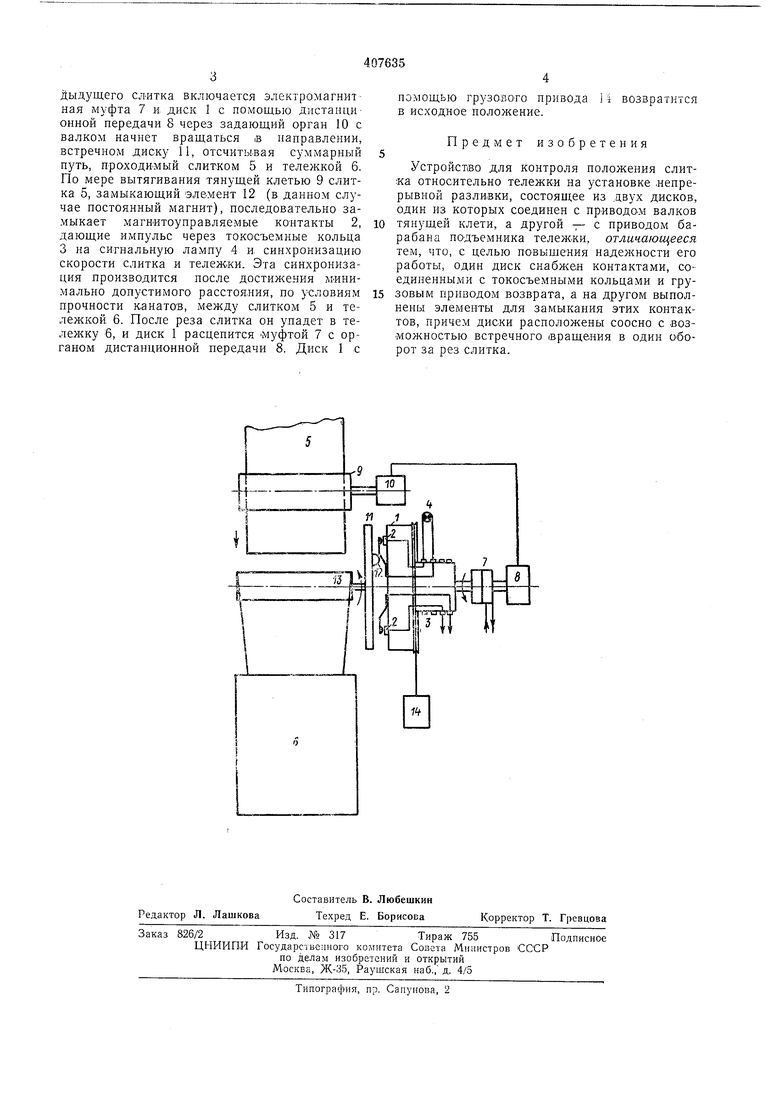
На чертеже представлена кинематико-электрическая схема устройства.
На диске 1 расположены по окружности контакты 2, вводы с которых подведены к токосъемным кольцам 3, через которые подаются импульсы на сигнальную лампу 4 и в схему синхронизации движения слитка 5 и приемной тележки 6. Электромагнитная муфта 7 сцепляет диск 1 с приемным органом дистанционной передачи 8 угла поворота валков тянущей клети 9, связанным также с задающим оргалом 10. Второй диск 11 снабжен элементами 12, служащими для замыкания контактов на диске 1, « жестко соединен с барабаном 13 подъемника тележки. Возвращение диска 1 з исходное положение осуществляется с помощью грузового привода 14. Устройство работает следующим образом. Вытягиваемый тянущей клетью 9 слиток 5 движется вниз. Когда тележка 6 займет положение по оси слитка 5, после выдачи пре3
дыдущего слИтка включается электромагнит нал муфта 7 и диск 1 с помощью дистанци онной передачи 8 через задающий орган 10 с валком начнет вращаться в направлении, встречном диску 11, отсчитывая суммарный путь, проходИМый слитком 5 и тележкой 6. По мере вытягивания тянущей клетью 9 слитка 5, замыкающий элемент 12 (в данном случае постоянный магнит), последовательно замыкает магНИтоуправляемые контакты 2, дающие импульс через токосъемные кольца 3 на сигнальную лампу 4 и, синхронизацию скорости слитка и тележ.ки. Эта синхронизация производится после достижения минимально допустимого расстояния, по условиям прочности канатов, между слитком 5 и тележкой 6. После реза слитка он упадет в тележку 6, и диск 1 расцепится муфтой 7 с органом дистанционной передачи 8. Диск I с
помощью грузового привода i i возвратится в исходное положение.
Предмет изобретения
Устройство для контроля положения слитка относительно тележки на установке .непрерывной разливки, состояи1ее из двух дисков, один из которых соединен с приводо м валков
тянущей клети, а другой - с приводом барабана подъемника тележ-ки, отличающееся тем, что, с целью повыщения надежности его работы, один диск снабл ен контактами, соединенными с токосъемными кольцами и грузовым приводом возврата, а на другом выполнены элементы для замыкания этих контактов, причем диски расположены соосно с возможностью встречного (Вращения в один Оборот за рез слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| ТЯНУЩАЯ КЛЕТЬ МНОГОРУЧЬЕВОЙ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1973 |
|
SU381466A1 |
| Способ подачи затравки в кристаллизатор машины непрерывной разливки металла | 1957 |
|
SU115715A1 |
| УСТРОЙСТВО для ПРИЕМА СЛИТКОВ | 1970 |
|
SU287251A1 |
| Способ управления раскроем слитка на машине непрерывного литья заготовок | 1990 |
|
SU1773553A1 |
| Устройство для резки вертикального непрерывнолитого слитка | 1990 |
|
SU1734934A1 |
| УСТРОЙСТВО для ВЫДАЧИ слитков | 1970 |
|
SU281769A1 |
| Способ резки концевой части слитка на вертикальной установке непрерывной разливки стали | 1990 |
|
SU1734935A1 |
| Способ автоматического управления раскроем слитка на машине непрерывного литья заготовок | 1989 |
|
SU1603625A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
