Изобретение относится к черной металлургии, в частности к машинам непрерывной разливки стали вертикального типа.
Известна вертикальная установка непрерывной разливки стали 1. Устройство га- зовой резки этой установки имеет пневмоцилиндры механизма зажима с органом захвата в виде эксцентриковых поворотных роликов. Пневмоцилиндры в этом случае имеют небольшие размеры, так как являются несиловыми и служат только для первоначального поворота эксцентриков без нагрузки, а зажим осуществляется их окончательным поворотом под действием собственного веса груза.
Такая установка не решает вопрос пореза последнего куска слитка на мерные заготовки, так как при этом верхний конец слитка должен удержаться валками тянущей клети, а к нижнему должен подойти подвижный упор, т.е. длина последнего куска слитка определяется расстоянием от оси валков тянущей клети до верхнего положения подвижного упора и составляет 130- 135% мерной длины заготовки. Таким образом, 30-35% металла последней заготовки уходит в обрез.
Целью изобретения является повышение выхода годного за счет уменьшения тех- нологического отхода слитка при сохранении габаритов установки.
ее : ее
4
Поставленная цель достигается тем, что в устройстве для резки вертикального не- прерывнолитого слитка, содержащем механизм- мы резки, двустороннего зажима и центрирования роликов, а также механизм приема отрезанной мерной заготовки и передаточную тележку, механизм зажима и центрирования слитка с каждой стороны выполнен в виде двух двуплечих рычагов, на одних концах которых расположены соответственно центрирующий ролик и упор, а другие концы связаны между собой посредством тяги и с приводом возвратно-поступа- тельного движения, установленным с возможностью поочередного подвода ролика или упора.
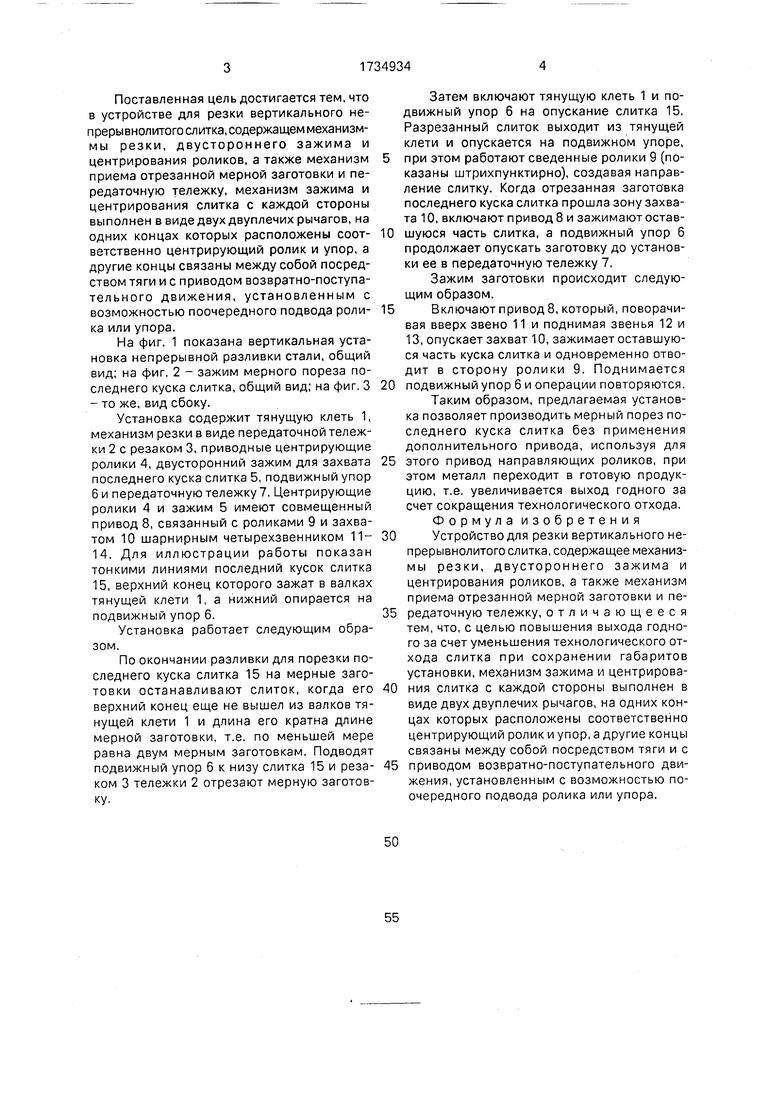
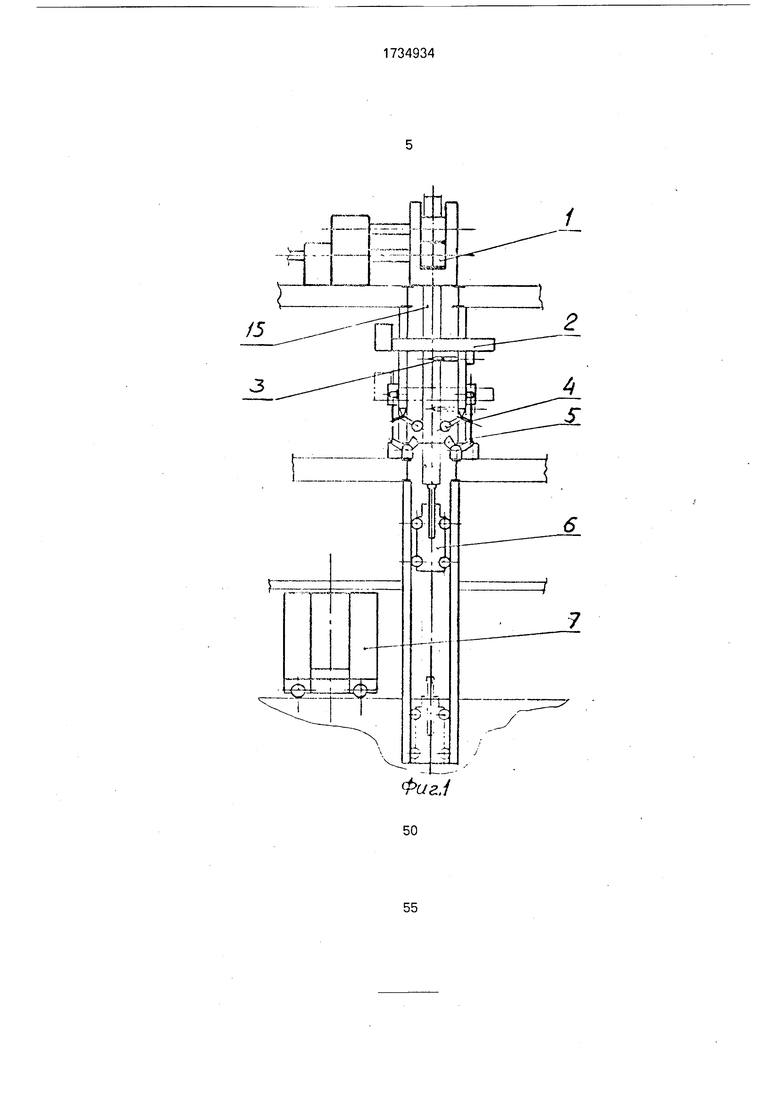
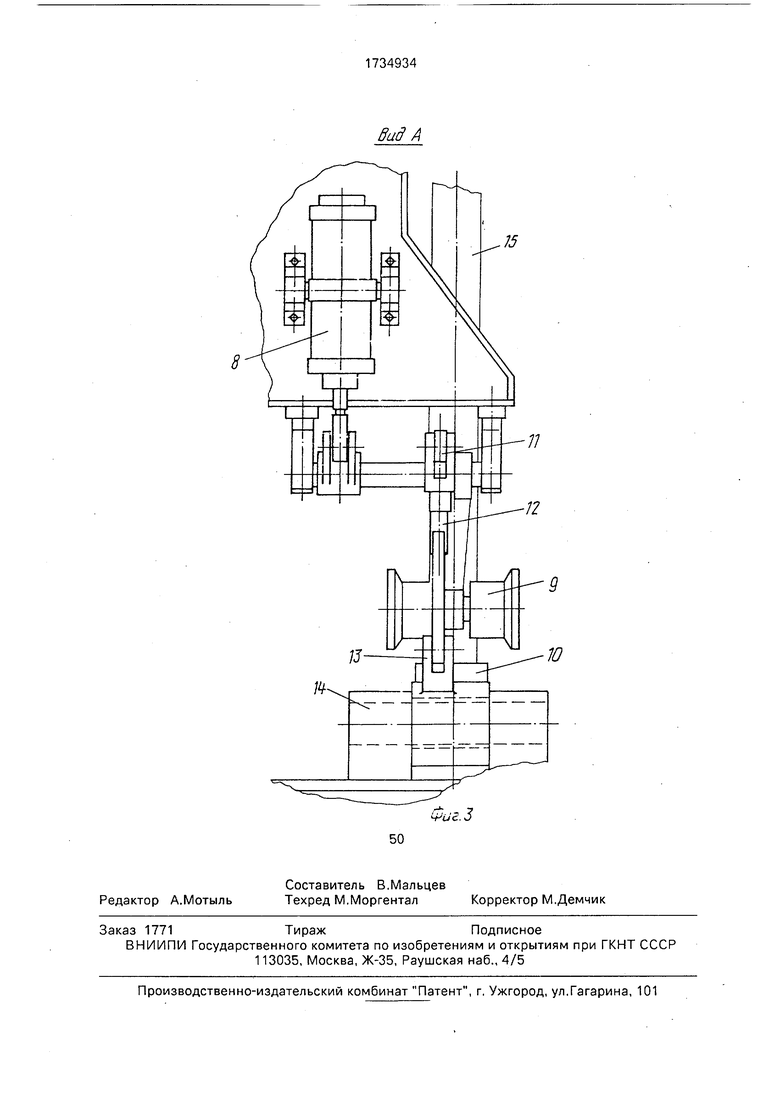
На фиг. 1 показана вертикальная установка непрерывной разливки стали, общий вид; на фиг. 2 - зажим мерного пореза последнего куска слитка, общий вид; на фиг. 3 - то же, вид сбоку.
Установка содержит тянущую клеть 1, механизм резки в виде передаточной тележки 2 с резаком 3, приводные центрирующие ролики 4, двусторонний зажим для захвата последнего куска слитка 5, подвижный упор 6 и передаточную тележку 7. Центрирующие ролики 4 и зажим 5 имеют совмещенный привод 8, связанный с роликами 9 и захватом 10 шарнирным четырехзвенником 1114.Для иллюстрации работы показан тонкими линиями последний кусок слитка
15,верхний конец которого зажат в валках тянущей клети 1, а нижний опирается на подвижный упор 6.
Установка работает следующим образом.
По окончании разливки для порезки последнего куска слитка 15 на мерные заготовки останавливают слиток, когда его верхний конец еще не вышел из валков тянущей клети 1 и длина его кратна длине мерной заготовки, т.е. по меньшей мере равна двум мерным заготовкам. Подводят подвижный упор 6 к низу слитка 15 и резаком 3 тележки 2 отрезают мерную заготовку.
Затем включают тянущую клеть 1 и подвижный упор 6 на опускание слитка 15. Разрезанный слиток выходит из тянущей клети и опускается на подвижном упоре,
при этом работают сведенные ролики 9 (показаны штрихпунктирно), создавая направление слитку. Когда отрезанная заготовка последнего куска слитка прошла зону захвата 10, включают привод 8 и зажимают оставшуюся часть слитка, а подвижный упор 6 продолжает опускать заготовку до установки ее в передаточную тележку 7.
Зажим заготовки происходит следующим образом.
Включают привод 8, который, поворачивая вверх звено 11 и поднимая звенья 12 и 13, опускает захват 10, зажимает оставшуюся часть куска слитка и одновременно отводит в сторону ролики 9. Поднимается
подвижный упор 6 и операции повторяются. Таким образом, предлагаемая установка позволяет производить мерный порез последнего куска слитка без применения дополнительного привода, используя для
этого привод направляющих роликов, при этом металл переходит в готовую продукцию, т.е. увеличивается выход годного за счет сокращения технологического отхода. Формула изобретения
Устройство для резки вертикального не- прерывнолитого слитка, содержащее механиз- мы резки, двустороннего зажима и центрирования роликов, а также механизм приема отрезанной мерной заготовки и передаточную тележку, отличающееся тем, что, с целью повышения выхода годного за счет уменьшения технологического отхода слитка при сохранении габаритов установки, механизм зажима и центрирования слитка с каждой стороны выполнен в виде двух двуплечих рычагов, на одних концах которых расположены соответственно центрирующий ролик и упор, а другие концы связаны между собой посредством тяги и с
приводом возвратно-поступательного движения, установленным с возможностью поочередного подвода ролика или упора.
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки концевой части слитка на вертикальной установке непрерывной разливки стали | 1990 |
|
SU1734935A1 |
| Способ управления раскроем слитка на машине непрерывного литья заготовок | 1990 |
|
SU1773553A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Наклонная установка непрерывной разливки металла | 1979 |
|
SU933213A1 |
| Устройство для выдачи слитков | 1980 |
|
SU994107A1 |
| Способ автоматического управления раскроем слитка на машине непрерывного литья заготовок | 1989 |
|
SU1603625A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ | 1995 |
|
RU2082950C1 |
| Установка для горизонтальной непрерывной разливки металлов и сплавов | 1980 |
|
SU969442A1 |
Изобретение касается черной металлургии и может быть использовано на установках непрерывной разливки стали вертикального типа. Цель изобретения - повышение выхода годного за счет уменьшения технологического отхода слитка при сохранении габаритов установки. Устройство содержит тянущую клеть, механизм резки, приводные центрирующие ролики, подвижный упор устройства приема заготовок и передаточную тележку. Последняя снабжена зажимом для слитка, размещенным между механизмом резки и подвижным упором, имеющим привод, совмещенный с центрирующими роликами. 3 ил. W Ј
Фиа.1
Вид А
15
11
| Иванченко Ф.К | |||
| и др | |||
| Механическое оборудование сталеплавильных цехов | |||
| -М.: Ме- таллургиздат, 1964, с | |||
| Самоцентрирующийся лабиринтовый сальник | 1925 |
|
SU423A1 |
