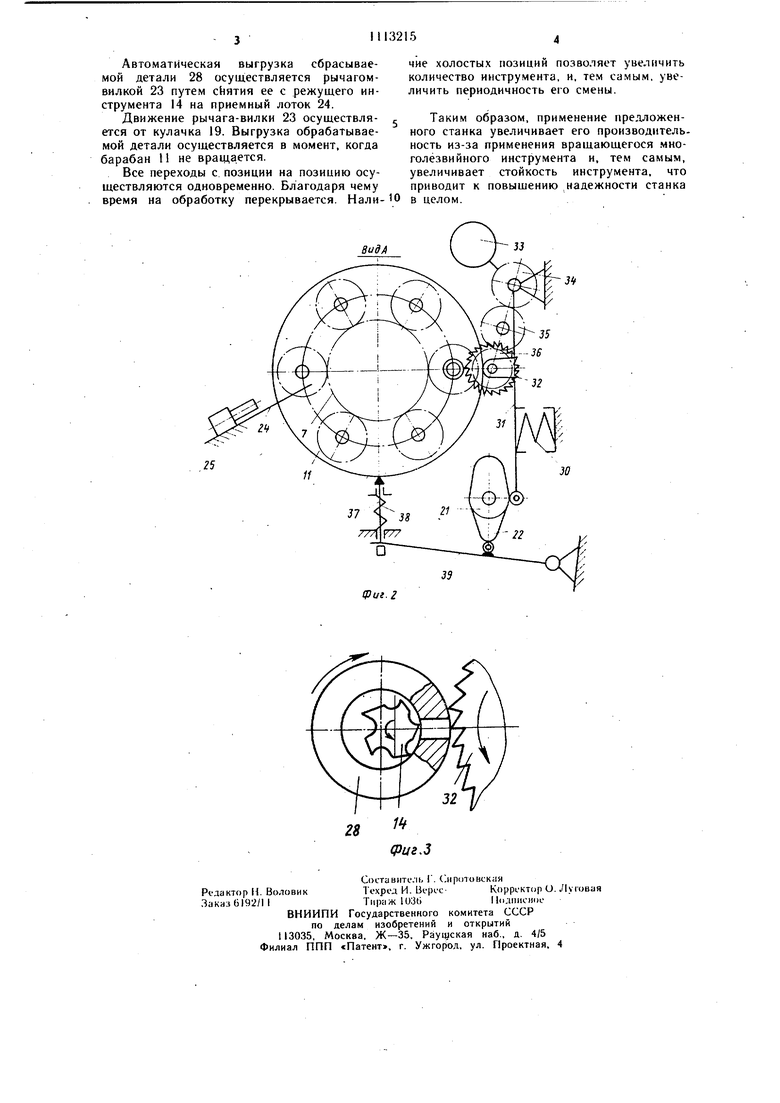
Изобретение относится к обработке металлов резанием, в частности к оборудованию для снятия заусенцев с внутренних поверхностей цилиндрических деталей. Известен станок для снятия заусенцев с внутренних поверхностей цилиндрических деталей, включающий смонтированные на столе прижимной зубчатый ролик, установленный с возможностью вращения н связанный с приводом его перемещения посредством рычага, и режущий .инструмент (I. Недостатками известного станка является его невысокая производительность изза использования невращающегося однолезвийного режущего инструмента, а также низкая надежность из-за невысокой стой крсти-Однолезвииного инструмента. изобретения - повыщенИе производительности и надежности станка. Поставленная цель достигается тем, что станок для снятия заусенцев с внутренних поверхностей цилиндрических деталей, включающий смонтированные на столе прижимной зубчатый ролик, установленный с возможностью вращения и связанный с приводом его перемещения посредством рычага, И режущий инструмент, снабжен установленным с возможностью поворота многопозиционным барабаном с фиксатором для размещения режущего инструмента и закрепленными на столе упорами, расположенными перпендикулярно оси инструментов, причем последние установлены с возможностью вращения. На фиг. 1 изображена кинематическая схема станка; на фиг. 2 - вид А на фи|-. 1; на фиг. 3 - схема снятия заусенцев вращающимся режущим инструментом с внутренней цилиндрической поверхности детали. Станок для снятия заусенцев с внуфренних поверхностей цилиндрических деталей включает привод, содержащий электродвигатель 1, редуктор 2, связанный через цилиндри еские шестерни 3 и 4 с кулачковым валом. 5, на котором жестко закреплено зубчатое колесо 6, сцепленное со свободно вращающимся на валу центральным блоком 7 шестерен, с которым по окружности входят в зацепление шестерьш 8, жестко закрепленные на шпинделях 9, которые вращаются в подщипниках 10, расположенных в барабане 11. На шпинделях жестко закреплены стаканы 12, в которых с помощью цанг 13 установлены режущие инструменты 14. На кулачковом валу 5 жестко закреплен кривошип 15, который приводит впериодическое вращение через мальтийский крест 16 вал 17. На валу 17, вращающийся в подшипнике 18, жестко закреплен барабан 11, в котором по окружности размещены врашаю1циеся шпиндели 9. На кулачковом валу 5, для угфавлеиия механизмами станка, жестко закреплены четыре кулачка 19-22. Цилиндрический кулачок 19 через рычагвилку 23управляет механизмом сброса обрабатываемой детали в приемный лоток 24, размещенный на столе 25 станка. С помощью цилиндрического кулачка 20 рычага 26 и толкателя 27 происходит загрузка детали 28 из загрузочного лотка 29. Дисковым кулачком 21 с помощью пружины 30 и рычага 31 осуществляется подача приводного ролика 32 с косыми зубьями на деталь 28. Вращение приводного ролика 32 осуществляется от электродвигателя 33 через щестерни 34-36. Барабан 1 I фиксируется фиксатором 37 с помощью пружин 38. Вывод фиксатора 37 из барабана 11 осуществляется дисковым кулачком 22 через рычаг 39. Заталкивание детали 28 из загрузочного лотка 29 на инструмент J4 осуществляют до упора 40. На позицииобработки за счет косых зубьев приводного ролика 32 происходит перемещение детали в осевом направлении до упора 41. Станок работает следующим образом. От электродвигателя через редуктор 2, щестерни 3 и 4 вращение передается кулачковому валу 5. Далее через колесо 6, центральный блок 7 щестерни и щестерни 8 вращение передается щпинделям 9. Барабан 11 с расположенными в нем вращающимися щпинделямй 9 периодически поворачивается на часть окружности от поворота кривощипа 15 и мальтийского креста 16. После поворота барабана I1 происходит его фиксация фиксатором 37. Затем кулачком 21 и пружиной 30 осуществляется подвод постоянного вращающегося приводного ролика 32 к обрабатываемой детали 28, поджимая ее к режущему инструменту 14. Обрабатываемая деталь приводится во вращение относительно линии контакта с режущи.м инструментом 14, который вращается в обратном направлении относительно приводного ролика 32 и обрабатываемой детали 28. В результате производится снятие заусенцев в местах выхода радиальных отверстий в осевое отверстие детали. Одновременно с вращением обрабатываемой детали 8 происходит осевое перемещение ее в пределах 5 мм до упора 41 за счет косых зубьев приводного ролика 32. Такое перемещение обрабатываемой детали повышает стойкость инструмента и улучщает процесс снятия заусенцев. Автоматическая загрузка обрабатываемой детали 28 производится из загрузочного лотка толкателем 27 от кулачка 20 через рычаг 26 в тот момент, когда барабан II не вращается.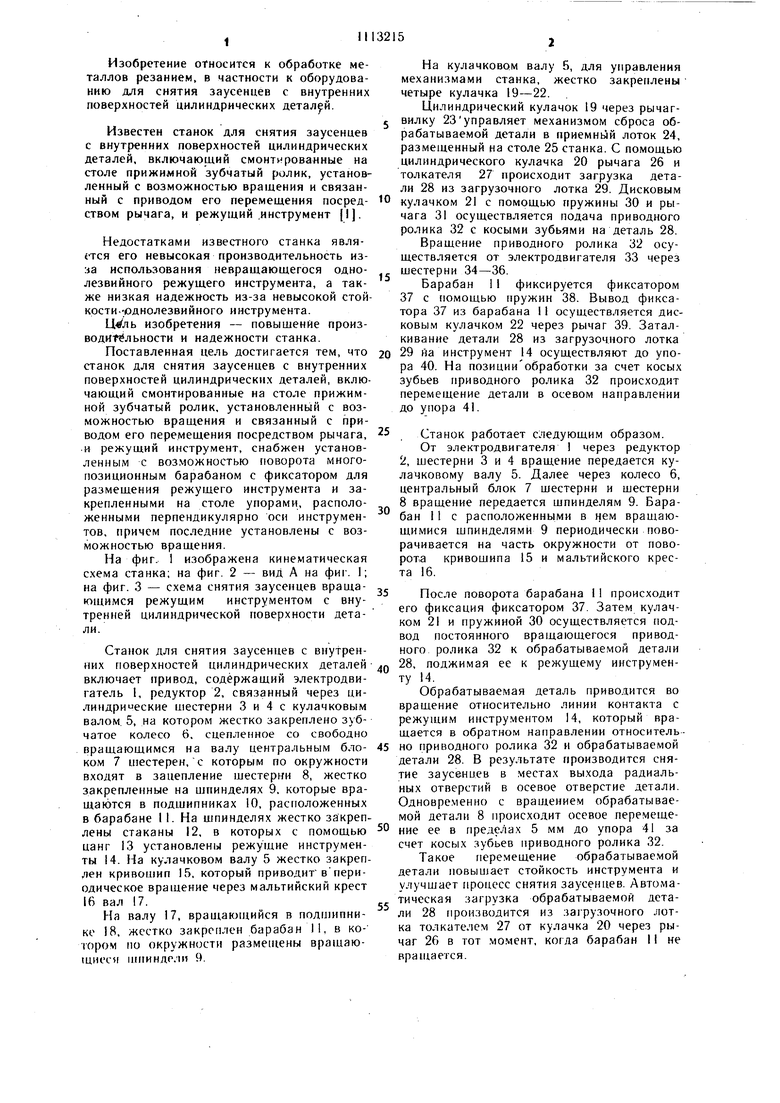
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Многооперационный станок для обработки щитовых деталей мебели | 1980 |
|
SU889430A1 |
| Электромагнитное устройство к станкам непрерывного действия для подведения намагничивающихся деталей к месту обработки | 1938 |
|
SU62890A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Станок для сверления контровочных отверстий в гайках | 1979 |
|
SU870001A1 |
| СТАНОК ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ | 1995 |
|
RU2080965C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
СТАНОК ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ С ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ, включающий смонтированные на столе прижимной зубчатый ролик, установленный с возможностью вращения и связанный с приводом его перемещения посредством рычага, и режущий инструмент, отличающийся тем, что, с целью повыщения производительности и надежности, станок снабжен установленным с возможностью поворота многопозиционным барабаном с фиксатором для размещения режущего инструмента и закрепленными на столе упорами, расположенными перпендикулярно оси инструментов, причем последние установлены с возможностью вращения. (Л с 00 tc ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для удаления облоя с внутренней и наружной поверхностей кольцевых формованных изделий | 1977 |
|
SU680892A1 |
| Солесос | 1922 |
|
SU29A1 |
