(Л
СП
оо
О
го
Изобретение относится к магнинострое- ник), а именно к автоматизированным участкам, содержащим однотипные прутковые станки-автоматы со средствами автоматичес- Koii 4aipyiKH.
Цел1 изобрегенияупрощение конструкции за счет нозможности использования одн()| о механизма подготовки прутков и одного механизма резки для загрузки всех с raiiKoii-a T()M;iToB нрутками.
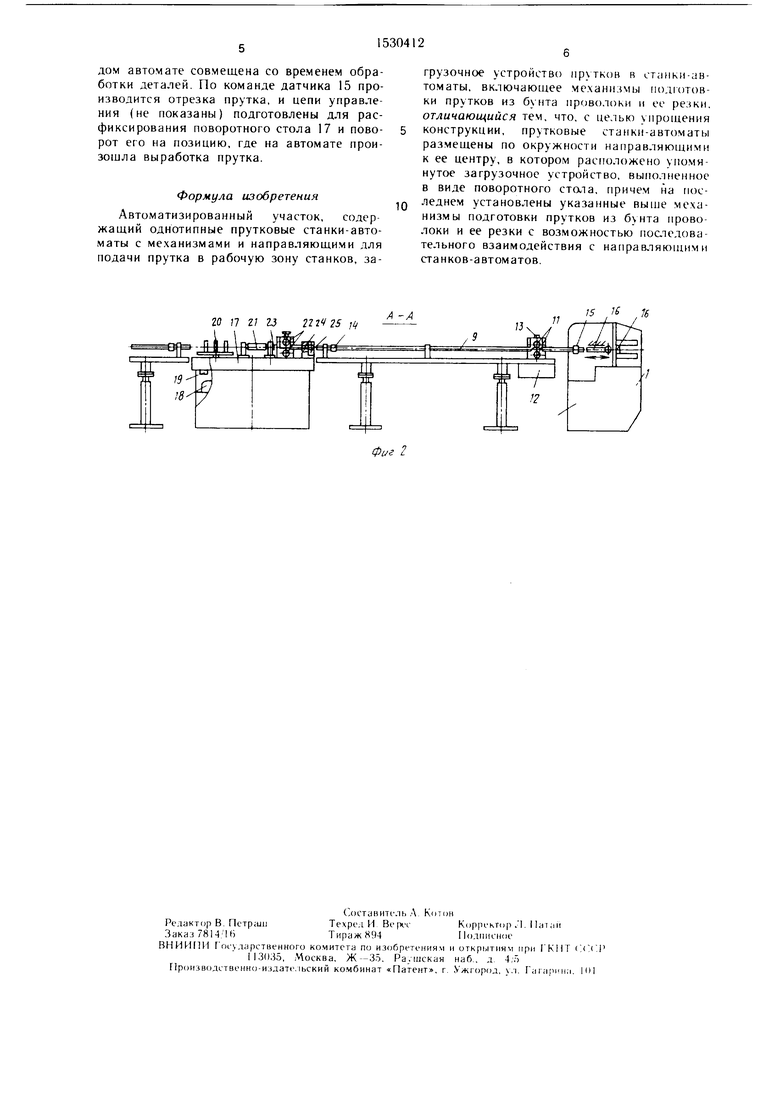
На ()иг. 1 изображен автоматизирован- Н1||й участок, вид сверху; на (})И1. 2 - разрез Л Л на (1Ц I.
Лвгоматизироваппый участок содержит
ОДНО Hiiin.ie пр(нЬи, 1енакатные ста нки-автоiari)i 1 8 д, 1я поперечно-клиновой нрокатки одноименных дета, 1ей ма, 1О() диаметра, рас- но,1ожен1п 1е по окружности. Эго могут быть и дру1ие нрурковые автоматы, нанример то- ка)ные.
Каждый автомат I S снабжен направ- ляюнич , п механизмом ввода отрезанного н механизм К) подачи прутка в рабочую (ону станка, который может быть выполнен, например, в виде подающих роликов 11 с п|)и()дами 12 и 13 их вращения и сведения.
К|)()М1 юго, каждый станок-автомат 1 8 содержнг но три датчика 14 И) контроля на.тнчпя магсриа,1а, установленные на приемном конце нанравляющей на другом конце нанрав, 1яюн1ей у пруткового авто.мата и па 11()утк()вом аЕггомате неред зоной обра- бо1кп соответс гиен но.
Лв 1()ма гизи |)()ванны и участок содержит загрузочное уст ()) нрутков в станки авюматы, вк,1К)чак)1пее пово)отный стол 17, ра мен1енн1,п1 li пент|)е K)yia |)утковых asi- гома с прив(|.1амп 18 и И eio поворота и ((iHKi,iniiи. 11а поворотном сто,те 17 раз.ме- щеп подготовки прутков из бунта проио юкп. 11)сгоя1пей из пос,тедовательно ус ганои.тенн, оарабана 20, механизма нравки н)оЦ1). II iKii и механизма нодачи нро- в(1,1окн, иыпо.пк иных, панрпмер, в виде правильной рамкп 21 и подаюпшх ро,чиков 22 с оПп1И 1 приводом 23, мехапизма резки в вид1 наприме), вту,точн()го ножа 24 и от
крыкн о ножа 2;) с нриводом его возвратно
iioci пате.тыю о движения I не показан).
.Лв()матизи|)о1)анпый участок имеет сис- прав,епия (не показана, обеспечи- I aioinyio рабогу каждого автомата 1 8 в ре,ч с.1ежепия и паладки. Таким образом, , lae простоя при 1и)дна, 1адке какого-либо п)ткового автомата, он пе сказывается 11.1 ()аб()ц остальных автоматов участка.
Чисмо аиюматов на автоматизированном кк 11 |)еде. 1ЯСГСЯ нсходя из д.тительнос- |И iuiK,ia выработки одно1о 11)угка и г аба- рпшьгх размеров автоматов. Так, при попе- речьо-к niHoBi- , прокатке нггыря лектричес- ко . .я и: Mi.ля при прои иодптельности 1111 .iiiti и .1.1,,:к пругка 3 м он составля5
„
R 0
ЗО
35 Q
5
5
ет 3 .мин. Время подютовки одного прутка (правка и отрезка) составляет 15 с.
Таким образом, с учетом времени сраба тывания приводов новорота и фиксации стола автоматизированный участок включает восемь профиленакатны.х автоматов.
Автоматизированный участок работает следующим образом.
В исходном состоянии поворотный стол 17 зафиксирован, и ось втулочного ножа 24 механизма резки совмещена с осью на- прав.тяюпгей 9 одно|-о из автоматов, в направляющей 9 которого нруток отсутствует. ЛДатериа,т, нод,тежан|ий обработке, в виде бунта проволоки устанавливается на барабан 20.
Конец нрово.токи занравляется в правильную рамку 21, в подающие ролики 22 и далее во втулочный нож 24. Участок с управления (не ноказан) включается в автоматический р(ким. При этом включается привод 23 правильной рамки 21 и подающих роликов 22. Идет правка и подача проволоки из бунта в нанравляющую 9 автомата 1 до датчика 15. По команде датчика 15 чается привод 23 нравки и подачи проволоки, включается привод механизма резки, и производится (.)трезка нрутка открытым ножом 25 и возврат его в исходное положение. После эт(п о по команде (отсутствие прутка) датчика 15 на автомате 2 производится рас- фиксирование новоротного стола 17, поворот и фиксирование его на позиции автомата 2.
На позиции автомата I по команде дат- чнка 16 (отсутствие прутка в зоне обработки) производится включение приводов 12 и 13 механизма ввода отрезанного прутка в механизм 10 автоматической подачи нрутка автомата 1. Производится вращение и с едение нодаюп1их роликов 1 1 и подача прутка. Когда передний конец прутка займет о11реде,тс1П1ое по.чожение в рабочей зоне по отпо1пеппк) к обрабатывающему инструменту (накатным роликам), он выйдет с датчика 14. Команда поступает на развод и прекра- П1ение вращения подающих роликов 1 1. После подача прутка в зону обработки осуществляется автоматически механизмом И) подачи прутка автомата 1. Идет выработка 11)угка на авто.мате 1.
Подготовка прутка и его подача в последующие автоматы 2-8 осуществляются аналогично. К моменту выработки прутка на автомате 1 все последующие автоматы 2 - 8 .(агружены ирутка.ми и идет их выработка.
Когда пруток на авто.мат1 1 выйдет из датчика 15, подается команда на расфикси- poBainie стола 17, поворот его на позицию автомата 1, его фиксирование и вк,1ючение привода 23 правильной рамки 21 и подаюг nuix роликов 22. Идет правка и подача проволоки до датчика 15, и одновременно в этот момент идет выработка остатка предыду- щегч) прутка, т.е. подготовка нрутка на каждом автомате совмещена со временем обработки деталей. По команде датчика 15 производится отрезка прутка, и цепи управления (не показаны) подготовлены для рас- фиксирования поворотного стола 17 и поворот его на позицию, где на автомате произошла выработка прутка.
Формула изобретения
Автоматизированный участок, содержащий однотипные прутковые станки-автоматы с механизмами и направляющими для подачи прутка в рабочую зону станков, за
грузочное устройство прчтков R ст;1нки-ав- томаты, включающее ме.ани;1мы подютов- ки прутков из бунта проволоки и ее резки. отличающийся тем, что, с целью упрощения конструкции, прутковые станки-автоматы размещены по окружности направляющими к ее центру, в котором расположено упомянутое загрузочное устройство, выполненное в виде поворотного стата, причем на последнем установлены указанные выше механизмы подготовки прутков из проволоки и ее резки с возможностью поспедова- тельного взаимодействия с направляющими станков-автоматов.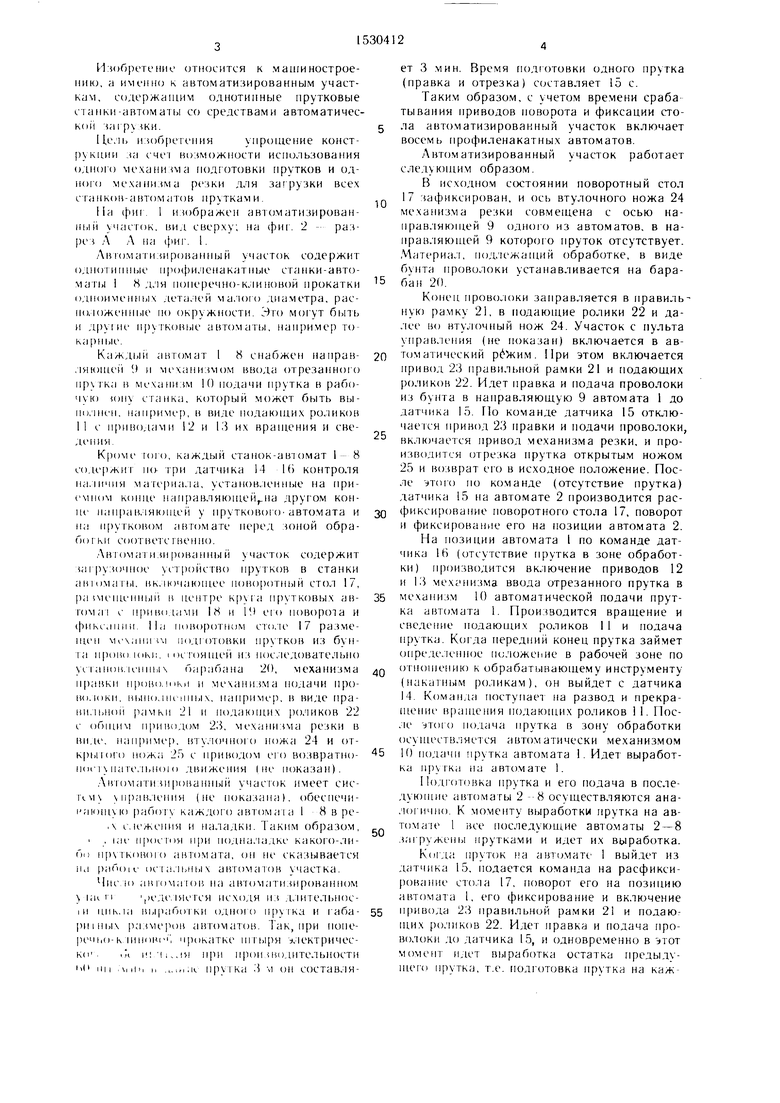
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подачи прутка | 1987 |
|
SU1530406A1 |
| Автомат для изготовления сеток из проволоки | 1978 |
|
SU716686A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2271915C2 |
| Автоматическое устройство | 1985 |
|
SU1611580A1 |
| Автомат для правки и резки пруткового материала | 1987 |
|
SU1600897A1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| Автомат для рубки прутков | 1974 |
|
SU519255A1 |
| Автомат для резки проволоки и прутков | 1989 |
|
SU1736665A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ С РЕЗКИМ ПЕРЕХОДОМ ПО ДИАМЕТРУ В ПОПЕРЕЧНОМ | 1973 |
|
SU405637A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЮЧЕЙ К СВЕРЛИЛЬНЫМ ПАТРОНАМ | 1966 |
|
SU180079A1 |
Изобретение относится к автоматизированным участкам, содержащим однотипные прутковые станки-автоматы с автоматическими загрузочными устройствами из бунта проволоки. Цель изобретения состоит в упрощении конструкции за счет использования одного механизма подготовки прутков и одного механизма резки для загрузки всех станков-автоматов прутками. Автоматизированный участок содержит расположенные по окружности станки-автоматы 1 - 8, каждый из которых имеет направляющую 9 с двумя датчиками 14 и 15 контроля наличия материала и загрузочное устройство, включающее поворотный стол 17 с установленным на нем механизмом подготовки прутков с приводами, электрически связанными с датчиками 14, размещенными у станков-автоматов 1 - 8. 2 ил.
20 /7 z; ZJ 2ZZ / 5 /4/ /./„
X /J
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
