1
Изобретение относится к области автоматической электродуговой сварки.
Известны устройства для автоматического возбуждения дуги при электрической сварке плавящимся электродом, состояндие из источника сварочного тока, механизма подачи электрода с регулируемой скоростью подачи, датчика сварочного тока и блока управления, связанного с механизмом подачи электрода и источником сварочного тока.
Работа известных устройств основана на том, что при соприкосновеиии конца электрода, подающегося с постоянной скоростью, с изделием по команде от датчика сварочного тока производится реверс подающего механиз.ма. При этом происходит ускоренный отвод электрода от изделия в обратном направлении, в результате чего возникает дуга. Далее подающий механизм снова иодает электрод к изделию со скоростью плавления электрода в установившимся сварочном режиме.
Однако такие устройства недостаточно надежны в работе в некоторых случаях сварки, например, при автоматической сварке иод флюсом с больн1имн скоростями нодачн плавящегося электрода и больн1нми диаметрами электрода. Причины низкой надежности работы устройств обусловлены отсутствием электрического контакта между конном электрода и изделием из-за окислов на поверхности металла, корки флюса (застывшего на конце электрода после окончания предыдущей сварки) или из-за гранулы сухого флюса, попавшей между концом электрода и изделием.
Другой причиной низкой надежности являются частые обрывы электрической дуги при увеличении быстродействия реверсирующего механизма. По этим причинам прибегают к ручному (неавтоматическому) возбуждению
дуги, например, зачистке конца электрода и изделия, предварительному их электрическому закорачиванию, а затем отрыву электрода с одновременным включением сварочного напряжения.
Все это не позволяет полностью автоматизировать сварочные процессы и снижает производительность.
Целью изобретения является устранение
указанных недостатков.
Достигается это тем, что предлагаемое устройство дополнительно снабжено вибратором, ключом и переключателем скорости подачи электрода, при этом вход вибратора соедииен с выходом блока управления через ключ; выход датчика тока связан с управляюн;им входом ключа и со входом переключателя скорости подачи электрода, а выход переключателя скорости подачи электрода - со
входом механизма подачи электрода.
Кроме того, в случае наличия на сварочном аппарате вибратора, предназначенного для других нужд (например, для улучшения формирования и свойств нша, а также увеличения скорости сварки), этот вибратор может быть использован для возбуждения дуги, если его снабдить переключателем частоты вибрации, вход которого соединен с выходом датчика сварочного тока, а выход - со входом вибратора, при этом выход блока уиравлсния связан с другим входом вибратора.
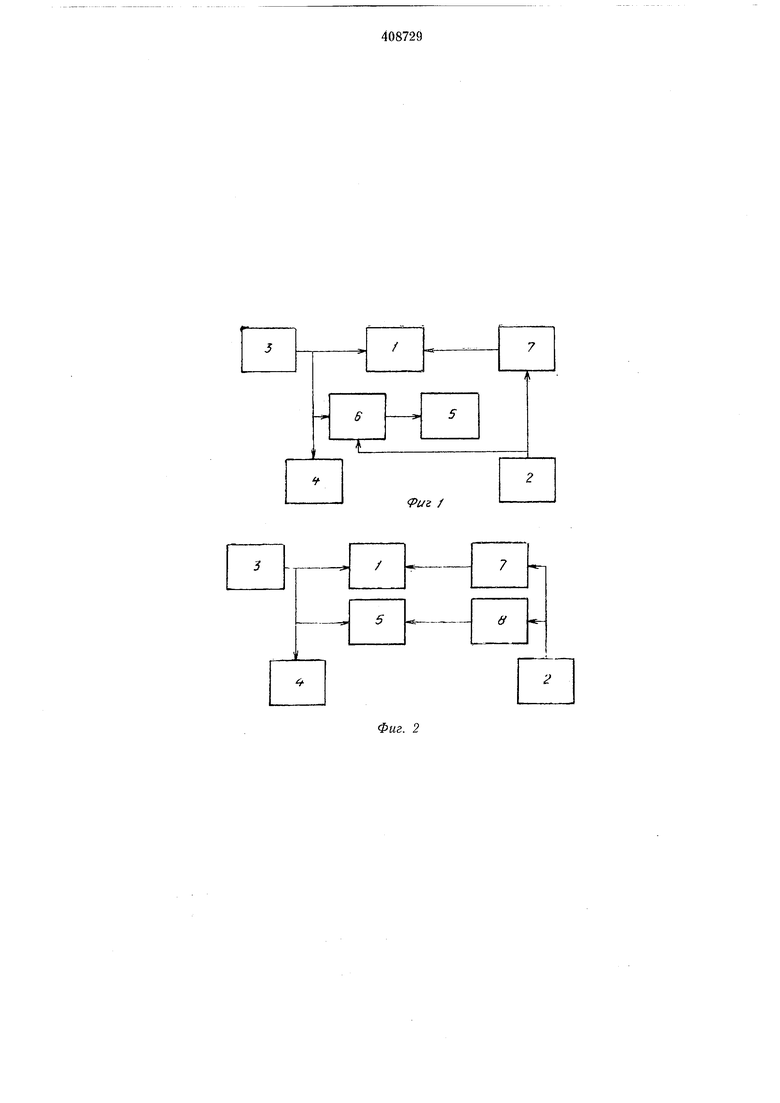
На фиг. 1 схематично изображено предлагаемое устройство для автоматического возбуждения дуги нри электрической сварке плавящимся электродом, блок-схема; на фиг. 2- блок-схема устройства для случая использования нмеющегося на сварочном аппарате вибратора; на фиг. 3-вариант схемы устройства.
Предлагаемое устройство состоит из механизма / подачи плавящегося электрода с регулируемой скоростью подачи; датчика 2 сварочного тока; блока 5 управления, связанного с механизмом 1 подачи электрода и источником 4 сварочного тока; вибратора 5 конца электрода; ключа 6 и переключателя 7 скорости подачи электрода. Выход вибратора соединен с блоком управления через ключ 6. Выход датчика 2 тока связан с управляющим входом ключа 6 и со входом переключателя 7, выход которого соединен со входом механизма 1.
Устройство, блок-схема которого представлена на фиг. 2, отличается от описанного выше только тем, что вместо ключа 6 оно содержит нереключатель 8 частоты вибрации, вход которого соединен с выходом датчика 2 сварочного тока, а выход - со входом вибратора 5, при этом выход блока 3 управления связан с другим входом вибратора.
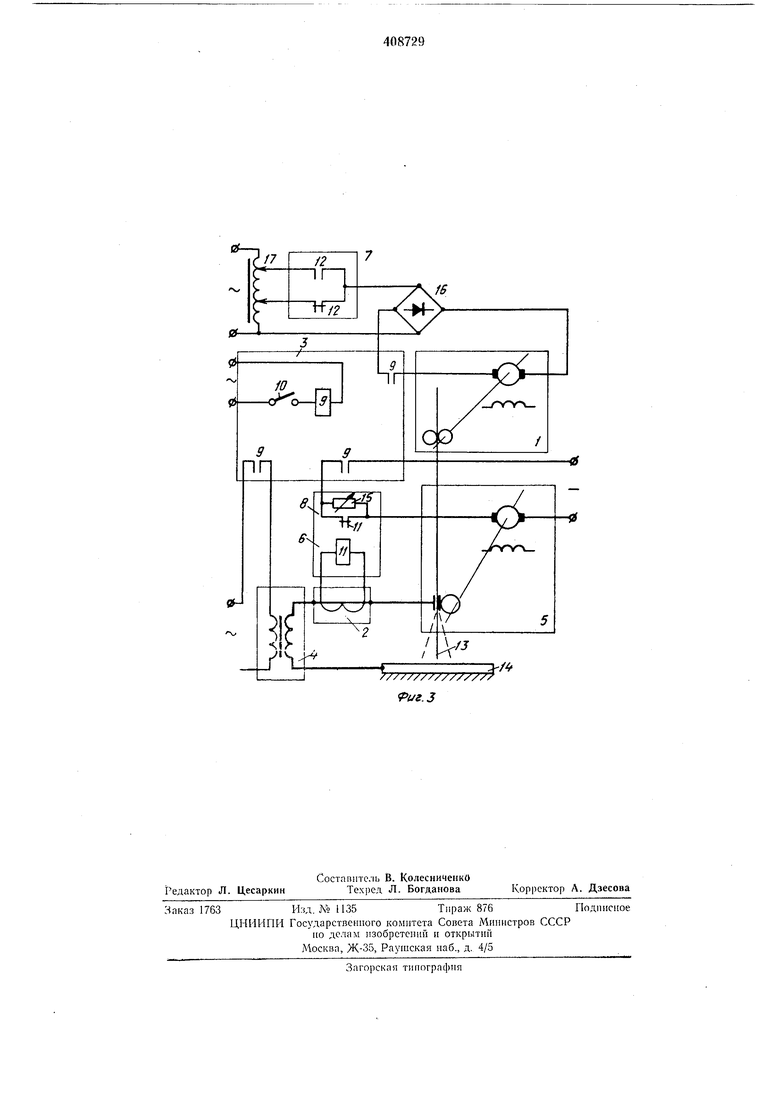
На электросхеме устройства (см. фиг. 3) механизм / подачи электрода представлен в виде электродвигателя постоянного тока с независимым возбуждением и подающих роликов. Роль датчика 2 сварочного тока выполняет трансформатор тока. Блок 5 управления представлен в виде контактора 9 и ключа 10 управления.
Источником 4 сварочного тока служит сварочный трансформатор. Вибратор 5 из электродвигателя постоянного тока с независимым возбуждением и эксцентрикового устройства, воздействующего на конец электрода через направляющий канал. Роль ключа 6 выполняет реле 11 тока с нормально закрытыми контактами. Роль иереключателя 7 скорости нодачи электрода выполняют две пары контактов 12 того же тока. 13 - плавящийся электрод, 14 - деталь. (Пунктиром условно показаны положения конца плавящегося электрода во время его вибрации).
Если в устройстве используется уже имеющийся на сварочном аппарате вибратор, то вместо ключа 6 должен быть установлен переключатель 8 частоты вибрации, роль которого выполняет реле 11 тока совместно с сопротивлением 15.
В обоих случаях питание электродвигателя механизма иодачи электрода производится через выпрямительный мост 16 от трансформатора п.
Возбуждение сварочной дуги с помощью предлагаемого устройства (см. фиг. 1) нроисходит следующим образом.
По команде от блока управления одновременно с источником сварочного тока включаются вибратор 5 конца электрода и механизм / нодачи электрода. Электрод подается п нанравленни свариваемого изделия с пониженной скоростью, соответствующей скорости плавления электрода в момент возбуждения дуги. При этом происходит проникновение ко1ща электрода через слой флюса jc свариваемому изделию, разрушение корки на конце электрода, взаимная зачистка конца электрода и изделия и их многократное прерывистое соприкосновение, способствующее возбуждению дуги. При ноявлении сварочного тока появляется сигнал на выходе датчика 2
тока. Этот сигнал переводит ключ 6 в состояние «закрыто, а переключатель скорости подачи электрода - в состояние, соответствующее большой скорости. Вибратор отключается; электрод подается со скоростью, соответствующей номинальному режиму сварки.
Работа устройства, представленного па фиг. 2, отличается только тем, что при ноявлении тока в сварочной цепи появившийся на выходе датчика 2 сварочного тока сигнал переводит вибратор 5, при помощи переключателя 8 частоты вибрации, с повыщеипой частоты вибрации, необходимой для возбуждения дуги, на частоту, соответствующую номинальному режиму сварки.
Работа устройства осиована на изменении напряжения на якорях электродвигателей подачи электрода и вибратора при помощи реле 11 сварочного тока.
Предмет изобретения
Устройство для автоматического возбуждения дуги при электрической сварке плавящимся электродом, состоящее из источника сварочного тока, механизма подачи электрода
с регулируемой скоростью иодачи, датчика сварочного тока и блока управления, связанного с механизмом нодачи электрода и источником сварочного тока, отличающееся тем, что, с целью исключения ручной зачистки электрода и изделия и увеличения надежности автоматического возбуждения дуги, устройство снабжено вибратором, ключом и переключателем скорости подачи электрода, при этом вход вибратора соединен с выходом блока унравления через ключ, выход датчика тока связан с унравляющим входом ключа и со входом переключателя скорости нодачи электрода, а выход нереключателя скорости нодачи электрода - со входом механизма подачи
электрода.
Риг f
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069613C1 |
| Установка для плазменной сварки | 1988 |
|
SU1623846A1 |
| Устройство для электродуговой сварки плавящимся электродом | 1990 |
|
SU1743752A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| Способ возбуждения дуги при импульснодуговой сварке | 1990 |
|
SU1738522A1 |
| Способ сварки плавящимся электродом | 1980 |
|
SU961889A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для автоматического управления процессом сварки | 1977 |
|
SU738798A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115521C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
0
