1
Изобретение относится к области контроля качества соединений, вынолненных контактHoii сваркой.
Известны снособы контроля качества сварки по времени.
Однако известиые способы контроля не обеспечивают достаточной точности из-за наложения некоторых ошибок.
Для повышения надежности контроля по предлагаемому способу определяют длительность времени, в течение которого сварное соединение находится под давлением ниже заданного сварочного усилия сжатия.
По мере нагрева деталей под действием сварочного тока предел текучести свариваемого материала уменьшается и к некоторому моменту времени становится меньше напряжений, созданных от усилия сжатия. В результате этого действительное давление в контакте становится ниже установленного, а разность этих давлений идет на ускорение массы цодвижных частей механизма сжатия, что вызывает осаживание деталей. По мере разгона массы подвижных частей механизма сжатия нагретые объемы металла выдавливаются из стыка, и контактная площадь расндиряется. Кроме того, к концу импульса тока уменьшается интенсивность нагрева. В результате этого действительное давление в контакте снова увеличивается.
Определив интервал времени, в течение которого действительное давление в контакте в процессе осадки было ниже заранее выбранного для данного вида деталей, с достаточной точностью можно судить о прочности соединений, так как степень уменьшения давления с одной стороны зависит от известных параметров - жесткости режима и инерционности механизма сжатия, а с другой стороны - от температурного поля приконтактной области свариваемых деталей.
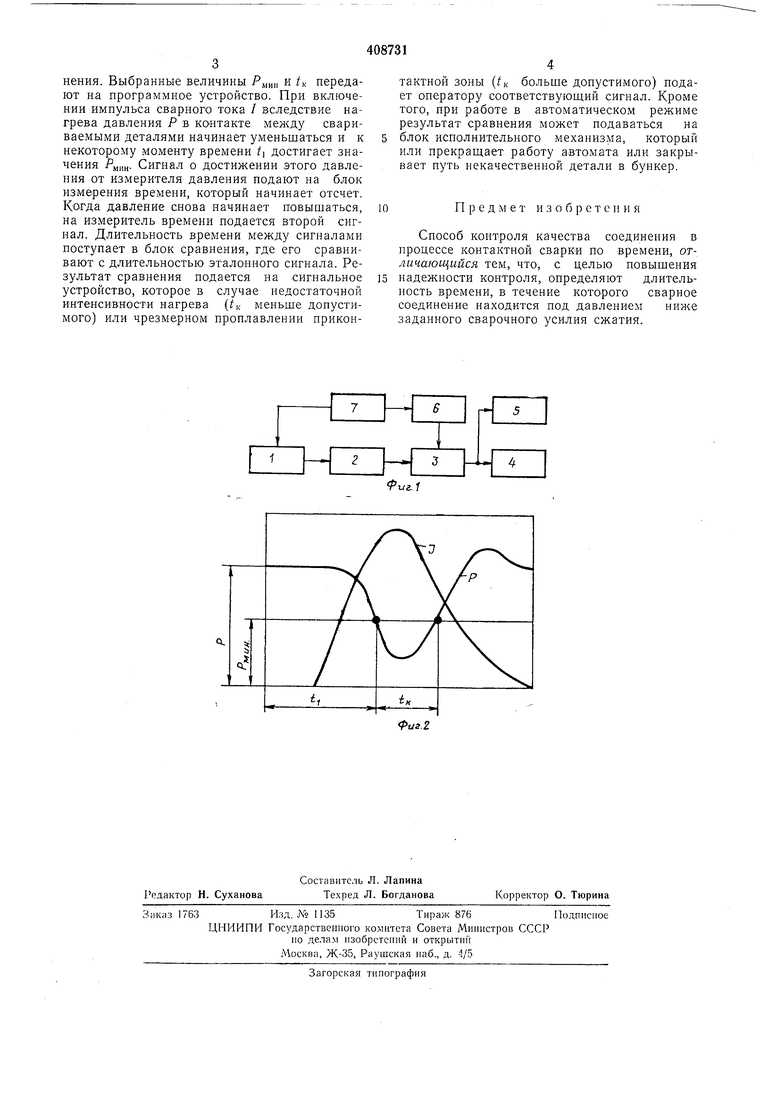
Иа фиг. 1 представлена блок-схема устройства, прн помоши которого реализуется предлагаемый способ; на фиг. 2-характерная осциллограмма действите.тьного давления в контакте ц сварного тока по времени при конденсаторной сварке деталей по Т-образной схеме.
Схема состоит из блока 1 измерения давления, блока 2 измерения времени, блока 3 сравнения, сигнального блока 4, блока 5 иснолннтельного механизма, блока 6 эталонного сигнала и программного устройства 7.
Качество сварки определяют следующим образом.
Путем нробной сварки и пснытанием данного вида деталей на оптимальном режиме определяют значение минимального усилня сжатия Py,,.:t и пределы времени t к , нрн которых обеспечивается достаточная прочность соединения. Выбранные величины Рыни и к передают на программное устройство. При включении импульса сварного тока / вследствие нагрева давления Р в контакте меладу свариваемыми деталями начинает уменьшаться и к некоторо.му моменту времени ti достигает значения РЫИН- Сигнал о достижении этого давления от измерителя давления подают на блок измерения времени, который начинает отсчет. Когда давление снова начинает повышаться, на измеритель времени подается второй сигнал. Длительность времени между сигналами поступает в блок сравнения, где его сравнивают с длительностью эталонного сигнала. Результат сравнения подается на сигнальное устройство, которое в случае недостаточной интенсивности нагрева меньше допустимого) или чрезмерном проплавлении приконтактной зоны (/к больше допустимого) подает оператору соответствующий сигнал. Кроме того, при работе в автоматическом режиме результат сравнения может подаваться на блок исполнительного механизма, который или прекращает работу автомата или закрывает путь некачественной детали в бункер.
10Предмет изобретения
Способ контроля качества соединения в процессе контактной сварки по времени, отличающийся тем, что, с целью повышения 15 надежности контроля, определяют длительность времени, в течение которого сварное соединение находится под давлением ниже заданного сварочного усилия сжатия.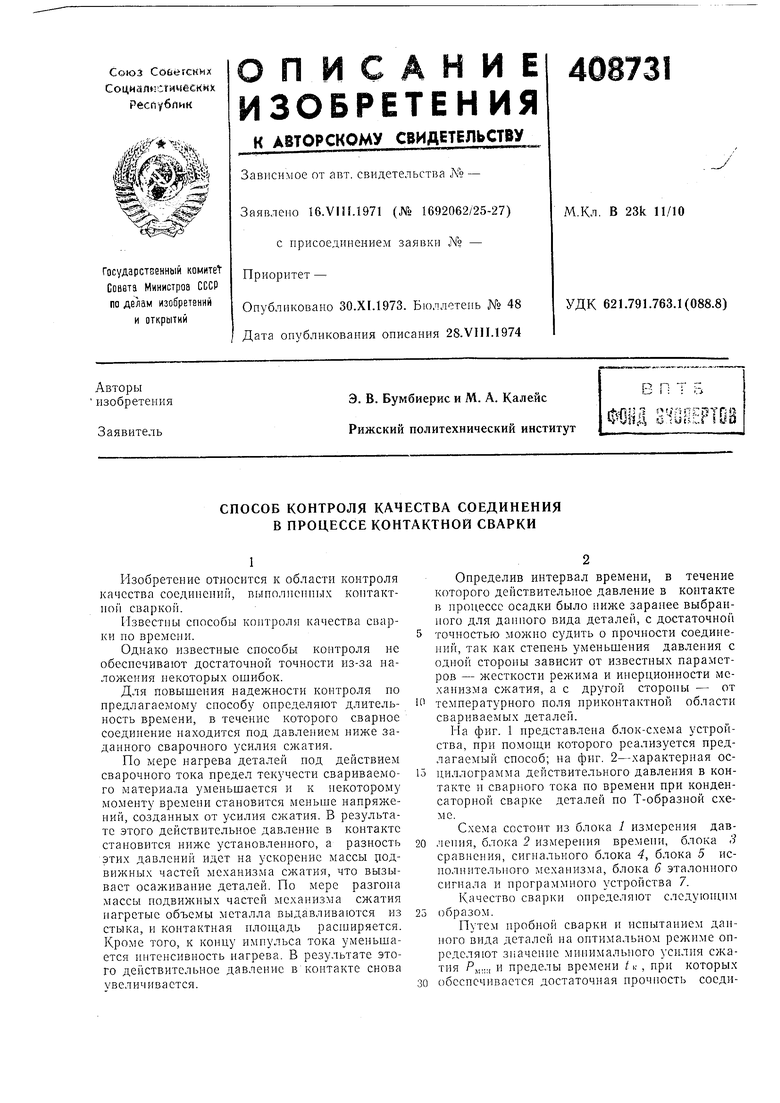
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса контактной сварки | 1982 |
|
SU1074684A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ В ПРОЦЕССЕ СВАРКИ | 1973 |
|
SU398371A1 |
| Способ управления процессом контактной сварки и устройство для его осуществления | 1981 |
|
SU965669A1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| Способ автоматического регулирования процесса контактной сварки и устройство для его осуществления | 1984 |
|
SU1255338A1 |
| Устройство для контактной микросварки | 1982 |
|
SU1058739A1 |
| Способ автоматического контроля и регулирования процесса контактной сварки и устройство для его осуществления | 1987 |
|
SU1423320A1 |
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
| СПОСОБ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2781344C1 |
