1
Изобретение отиосится к области контактиой сварки деталей.
Известно устройство для контроля качества сварного соединения в процессе сварки, содержащее размеще 1иый на корнусе мехаиизмя сжатия датчик перемещения сварочного электрода с электрическими контактами.
Предложенное устройство отличается от liSBecTHOro тем, что датчик перемещения .сварочного электрода, выполненный в виде мембраны, образующей с корпусом полость для сжатого воздуха, установлен иа нерабочем торце электрода, а электрические контакты, один из которых расположен на вышеуказанном торце электрода, другой против первого-на корпусе, связаны с предусмотренным измерителем времени нахождения сварного соединения под пониженным в результате образования жидкой фазы давлением. Это позволяет повысить качество контроля путем сохранения динамических свойств механизма сжатия.
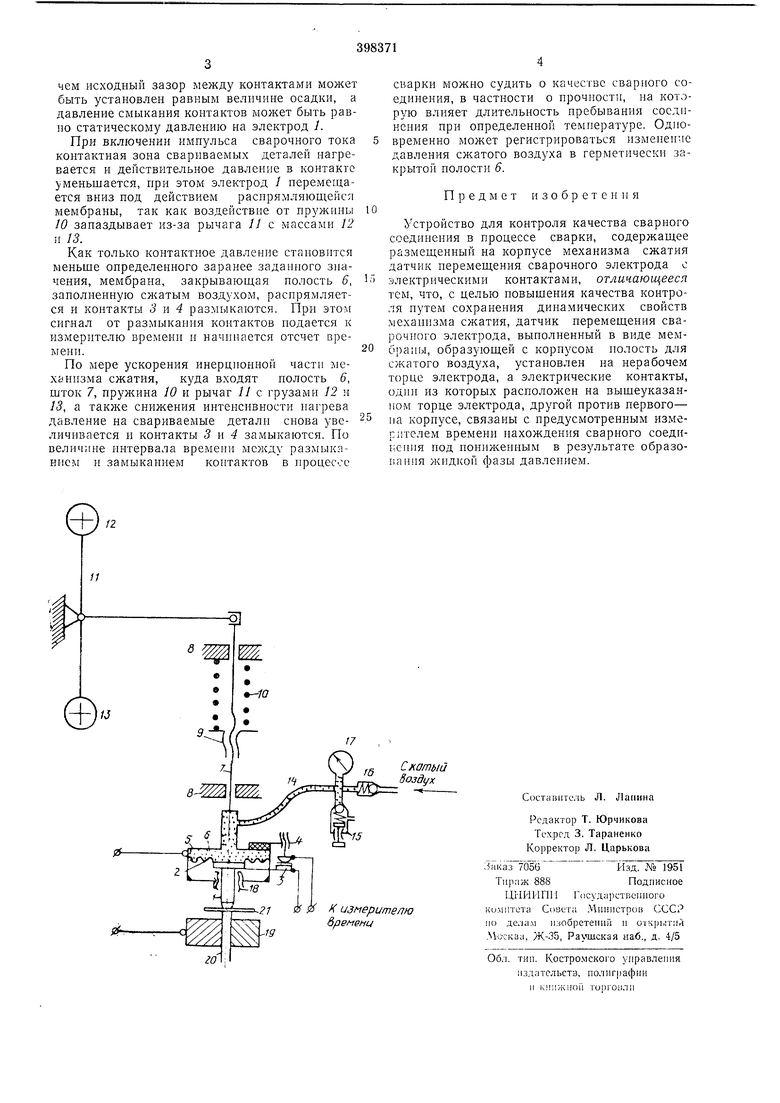
Предложенное устройство схематично изображено на чертеже. Оно содержит датчик перемещения сварочного электрода /, выполиенный в виде металлической мембраны 2, которая закреплена на электроде /; и электрические контакты 3 и 4, соединенные с измерителем времени. Один из них 3 смонтирован на мембране, а другой 4 - напротив первого, на корпусе механизма 5 сжатия. Последний с
мембраной образует полость 6, за11олнениу1о сжатым воздухом.
На корпусе мехапизма сжатия устаповлеи шток 7, перемещающийся в направляющих -3 и взаимодействующий при помощи регулировочной гайки 9 с пружиной 10. создающей сварочное давление, и рычагом //, обесиечивающим изменение инерционности системы с помощью регулируемых масс 12 и 13. Полость 6, закрытая мембраной 2, соединена гибким шлангом 14 с регулируемыл редукционным клапаном 75, с обратным клапаном 16, с манометром 17 и с устройством для регистрации измепеиия давления (на чертеже не показано). Для ограничения величнны перемещенпя электрода / в направлении свариваемых деталей служит регулируемый упор 18. В нижнем электроде 19 зажата прпварпваемая проволока 20, к торцу которой верхним электродом / прижата привариваемая пластина 21.
В исходном положении электрод / поднят. При этом металлическая мембрана 2 выпрямлена до соприкосновения с упоро.м 18 и контакты 3 и 4 разомкпуты.
Когда электрод / опущен и сжимает свариваемые детали 20 и 21, ме.мбрана прогибается и по достижении определенного давления, которое рег -лируется по манометру 17 подачей сжатого воздуха от источника через обратный клапан 16, контакты 3 i 4 замыкаются. Причем исходный зазор между контактами может быть установлен равным величине осадки, а давление смыкания контактов может быть равно статическому давлению на электрод 1.
При включении имнульса сварочного тока контактная зона свариваемых деталей нагревается и действительное давление в контакте уменьшается, при этом электрод / неремещается вниз под действием раснрямляющейс; мембраны, так как воздействие от нружины W заназдывает из-за рычага 11 с массами 12 п 13.
Как только контактное давление становится меньше определенного заранее заданного значения, мембрана, закрываюш,ая полость 5, заполненную воздухом, распрямляется и контакты о и 4 размыкаются. При этом сигнал от размыкання контактов подается к измерителю времени и начинается отсчет времени.
По мере ускорения инерцнонной части механизма сжатия, куда входят полость 6, шток 7, пружина 10 и рычаг 11 с грузами 12 и 13, а также снижения интенсивности нагрева давление на свариваемые детали снова увеличивается и контакты 3 н 4 замыкаются. По величине ннтервала времени между размыканиелЕ н замыканием контактов в процесое
сварки можно судить о качестве сварного соедииения, в частности о ирочности, на которую влияет длительность нребывання соединения нрн определенной температуре. Одновременно может регистрироваться измеиение давления сл атого воздуха в герметически закрытой полости 6.
Предмет изобретения
Устройство для контроля качества сварного соедннения в процессе сварки, содержапцее размеш енный на корпусе механизма сжатия датчик неремещения сварочного электрода с электрическими контактами, отличающееся тем, что, с целью повышения качества контроля путем сохранения дииамических свойств механизма сжатия, датчик перемешения сварочного электрода, выполненный в виде мембраиы, образуюшей с корпусом полость для сжатого воздуха, установлен на нерабочем торце электрода, а электрические контакты, один из которых расположен на вышеуказанном торце электрода, другой против первого- па корпусе, связаны с предусмотренным измерителем времени нахождения сварного соедиг.ения под понил енным в результате образования жидкой фазы давлеинем.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ СЖАТИЯ КОНТАКТНЫХ СВАРОЧНЫХ МАШИН | 1971 |
|
SU289881A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115521C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Установка для ультразвуковой микросварки и контроля соединения | 1988 |
|
SU1540986A1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| МЕХАНИЗМ СЖАТИЯ КОНТАКТНЫХ СВАРОЧНЫХМАШИН | 1970 |
|
SU261601A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1990 |
|
SU1743755A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1995 |
|
RU2078659C1 |
