Предлагаемое изобретение относится к переносным приборам для расточки вкладышей подшипников, состоящим из станины с подшипниками для закладывания шпинделя, несущего головку с резцами; новый прибор имеет своей целью устранить для полной обработки залитых вкладышей шатунов необходимость пользования ремонтной мастерской и токарным станком в условиях полевой службы тракторов. Прибор может производить расточку вкладыша, обработку его галтели и выбирание криволинейных масляных канавок, позволяя, таким образом, получить готовый к. постановке вкладыш. Согласно изобретению для образования масляных канавок во вкладыше, шпиндель, несущий резцы, снабжен кулаком, который при повороте шпинделя под нажимом пружины скользит по кулачной поверхности одного из подшипников станины. Остающаяся при обработке баббитовая стружка остается к ящике, в котором монтирован прибор.
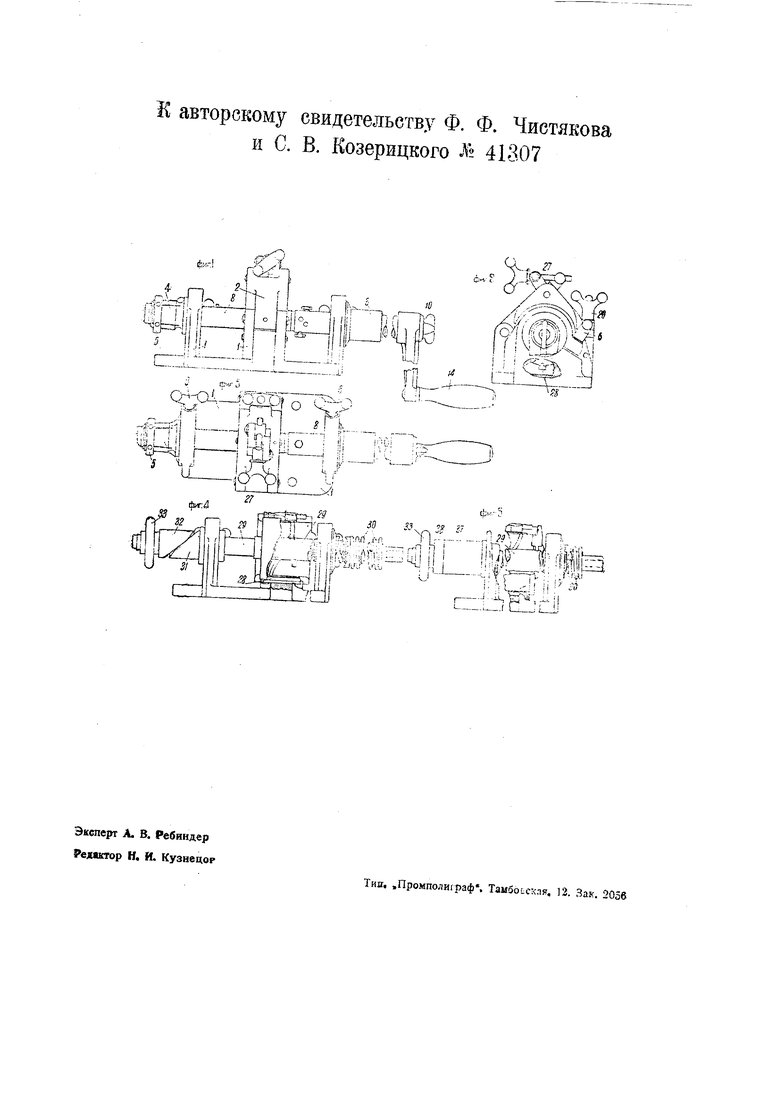
На чертеже фиг. 1 изображает боковой вид прибора; фиг. 2-концевой вид его при снятой рукоятке; .фиг. 3-вид его сверху; фиг. 4 - прибор в разрезе при нарезании масляной канавки; фиг. 5-
(554)
ТО же при обработке галтелей и подрезки.
Прибор состоит из станины 1 с подшипниками 3, 4 для закладывания шпинделей 8 или 29, несущих посередине резцы, а на конце рукоятку 14. В случае расточки, один из подшипников станины представляет собою гайку, в которой ввинчен конец навинтованного шпинделя 8; для подтягивания гайки по мере износа служит гайка 5 (фиг. 2).
В резцовой головке предусмотрены два резца, которые позволяют вести расточку в обоих направлениях вращения щпннделя, с целью использования также и обратного хода.
Для предупреждения проворачивания обрабатываемого вкладыша в гнезде зажима 2, в нижней части последнего между половинками обрабатываемых вкладышей закладывается стопорная шпонка 28 {фиг. 2).
При обработке в гнездо зажима 2 помещаются половинки залитого вкладыша, закрепляемые так, чтобы выступы рычажков разжимающего механизма поместились между половинками вкладышей, после чего зажим 2 закрепляют болтом 20 и 1гри помощи вращения
винта 27 разжимающего механизма окончательно закрепляют вкладыши в гнезде зажима 2. После установки в шпинделе 8 на соответствующую высоту резцов, вначале производят расточку вкладышей до требуемого диаметра или по диаметру данной шейки вала.
Для обработки галтелей в отверстие для резцов другого шпинделя 29 без резьбы для его осевого перемещения вставляется резец, который устанавливается по расточенному отверстию вкладыша. Затем на задний резьбовый конец шпинделя 29 навинчивают 37, снабженную маховичком 33 ы упорным кольцом 38 (фиг. 5). Путем подведения резца к торцу вкладышей производят обработку галтели одной стороны вкладыша, после чего освобождают вкладыш от зажима, переворачивают его и ведут обработку галтели другой стороны того же вкладыша, до получения требуемой ширины вкладыша, соответствующей ширине шейки вала.
Для выбирания масляных канавок в станине прибора закрепляется другой задний подшипник 4, снабженный криволинейным выступом 31, который взаимодействует с кулаком 32, устанавливаемым на конце шпинделя 29 (фиг. 4); для постоянного поддерживания кулачных поверхностей в соприкосновении служит пружпна 30, надетая на переднем конце шпинделя 29.
Под валик, на котором надета крышка зазкима 2, подкладывается закладка в виде крючка и в гнездо зажима вкладывается половинка вкладыша, чтобы вкладыш упирался своим краем в выступ заложенной закладки; затем под гайку 5олта 20 помещается другая накладка, выступом которой закрепляется другая сторона половинки вкладыша в гнезде
зажима; в отверстие в шпинделе 29, расположенное над вкладышем, помещается узкий полукруглый резец, закрепляемый болтиком. После этого на резьбовый конец шпинделя надевается кулак 32 и завертывается маховичок 33; освободив от закрепления задний подшипник, заменяют последний другим, имеющим криволинейный выступ 31, который поворачивается до полоясения, которое обеспечит требуемое исходное положение резца в горизонтальной плоскости. Путем наворачивания на резьбовый конец шпинделя маховичка 33 и проворачивания шаинделя 29 за рукоятку, устанавливается требуемый ход резца на величину протяжения масляной канавки вкладыша. Отрегулировав таким образом необходимое прохождение резца, выдвигают резец и путем вращения шпинделя 29 прорезают масляную канавку.
В этом случае для работы используется также шпиндель 29, не имеющий резьбы для осевого перемещения.
Прорезание масляной канавки производится отдельно для каждой половины вкладыша.
Предмет изобретения.
Переносный прибор для расточки вкладышей подшипников, состоящий ив станины с подшипниками для закладывания шпинделя, несущего головку с резцами, отличающийся тем, что, в целях образования криволинейных масляных канавок во вкладыше, шпиндель 29 снабжен кулаком 32, предназначенным для перемещения шпинделя 29 с резцами с одновременным вращением при его взаимодействии с криволинейным выступом 31 подшипника шпинделя 29.
к авторскому свидетельству Ф. Ф. Чистякова и С. В. Козерицкого « 41307

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для расточки канавок во вкладышах подшипников | 1991 |
|
SU1816562A1 |
| Токарно-копировальный станок | 1974 |
|
SU640644A3 |
| Станок для обточки деревянных шпуль | 1930 |
|
SU21416A1 |
| СТАНОК ДЛЯ МАССОВОГО ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ КАТУШЕК | 1927 |
|
SU35999A1 |
| Головка для расточки кольцевых канавок | 1978 |
|
SU776751A1 |
| Отделочно-расточной станок | 1989 |
|
SU1722709A1 |
| Прибор для резки фигурных стекол | 1930 |
|
SU26031A1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| Станок для расточки канавок во вкладышах подшипников | 1987 |
|
SU1480975A2 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1931 |
|
SU30533A1 |
f I-) / ---Q:c i Ь 1 J |СЗ|ОА1 Ш11Р-4 Р--- Q: - ii- sIoDr «:ifl 4мЛ n Ml j ij i IWA- -i io IMIH I ll V- :.-. r hrtr I -VЙ -1 / XQ-- - u
0 -
.Ц Л. LL. PSlTP.nrt :--- r H j
M Pffi itLJI UJ-щ
. i I
1 I.) I
i л1„... ii sii
czi± tenin

