1
Изобретение относится к области станкостроения, в частности к оиорным устройствам, применяемым при фиксации деталей во время механической обработки.
По основному авт. св. № 251334 известна подводная опора, выполненная на основе использования замораживаемой жидкости, заполняющей герметичную полость, образованную поверхностью конуса опоры и обрабатываемой детали.
Предлагаемое изобретение отличается от известного тем, что герметичная полость, образованная расположенными на корпусе опоры уплотиительными элементами, заполнена затвердевающим при температуре обработки детали расплавом технического карбамида с добавкой калиевой селитры.
Такое выполнение упрощает конструкцию опоры и повыщает точность обработки.
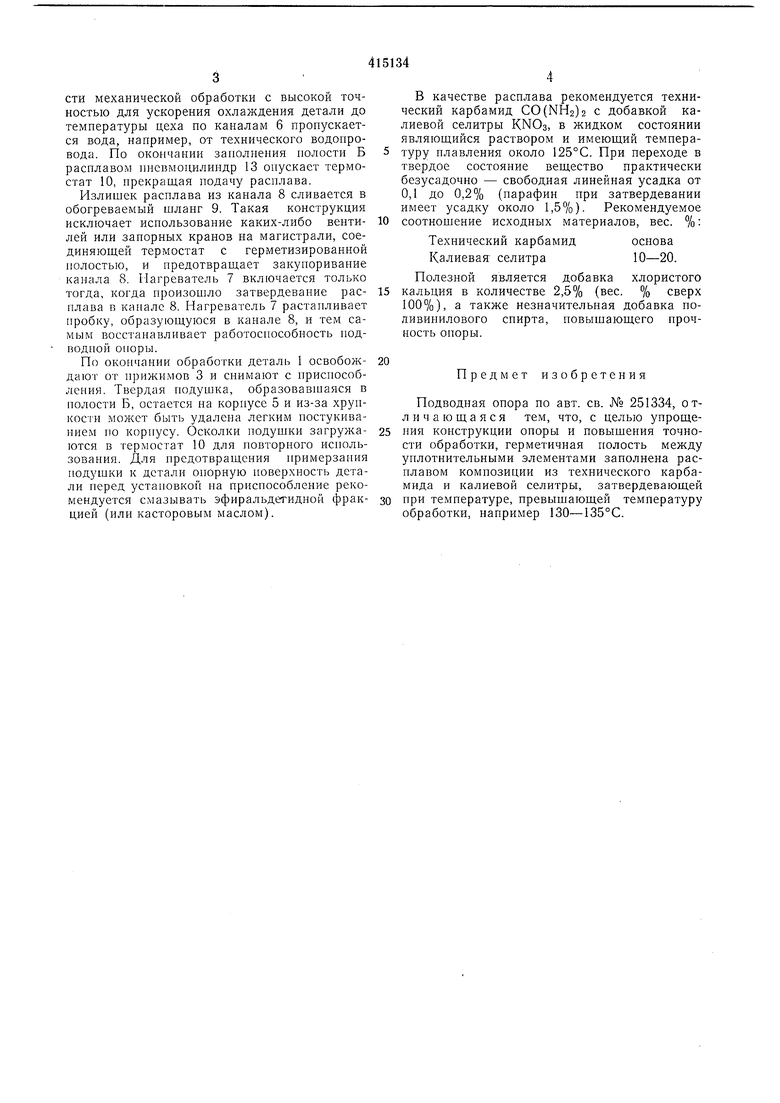
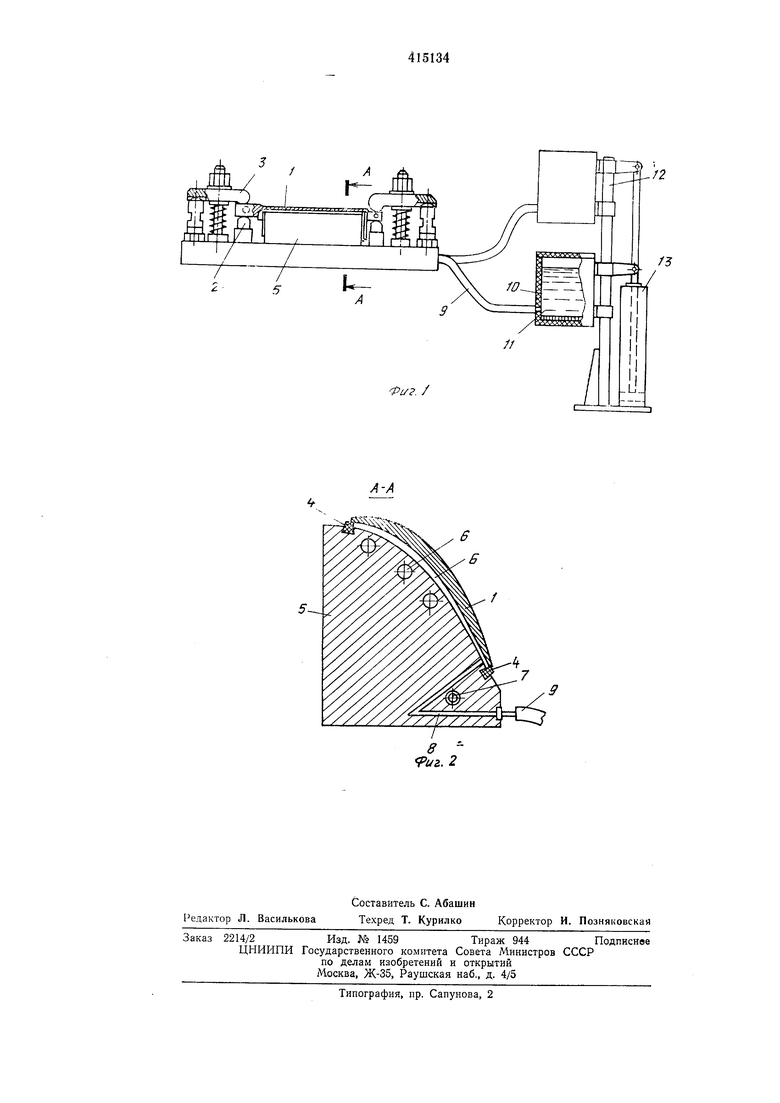
На фиг. 1 показана предлагаемая опора, общий вид; на фиг. 2 - то же, поперечный разрез по А-А на фиг. 1.
Подводная опора состоит из детали 1, установленной на технологические базы 2 и закрепляемой прижимами 3. Уплотнительные элементы 4, расположенные на корпусе 5, герметизируют полость Б.
В корпусе 5 имеются каналы 6, по которым в случае необходимости может циркулировать вода.
2
Кроме того, корпус 5 имеет нагреватель 7 и канал 8 для подачи расплава. Обогреваемый гибкий шланг 9 соединяет канал 8 с термостатом 10, имеющим втроенные нагревательные элементы 11 и датчик (на чертеже не показан), автоматически поддерживающий постоянную температуру расплава. Термостат 10 смонтирован вертикально-подвижно на стойке 12 и, например, под воздействием
пневмоцилиидра 13 может подниматься или опускаться.
Предлагаемая подводная опора работает следующил образом.
После установки детали i
и закрепления ее
прижимами 3 термостат 10 поднимается
вверх, и расплав по гибкому аглангу 9 поступает в герметизированную полость Б, заполняя ее.
При этом воздух из полости вы.одит через неплотности или специальную щель.
В термостате расплав имеет температуру, незначительно превыщающую температуру плавления. Например, для раствора калиевой селитры в техническом карбамиде может
быть использована температура 130-135°С. Поступивший в полость Б расплав при соприкосновении с деталью 1, имеющей температуру цеха, охлаждается и становится твердым телом, образуя сплошную поверхность,
поддерживающую деталь 1. При пеобходимости механической обработки с высокой точностью для ускорения охлаждения детали до температуры цеха по каналам 6 пропускается вода, например, от технического водопровода. По окончании заполнения полости Б расплавом пневмодилиндр 13 опускает термостат 10, нрекращая подачу расплава.
Излишек расплава из канала 8 сливается в обогреваемый шланг 9. Такая конструкция исключает использование каких-либо вентилей или запорных кранов на магистрали, соединяющей термостат с герметизированной полостью, и предотвращает закупоривание капала 8. Нагреватель 7 включается только тогда, когда произошло затвердевание расплава в капале 8. Нагреватель 7 растапливает пробку, образующуюся в канале 8, и тем самым восстанавливает работоспособность подводЕюй опоры.
По окончании обработки деталь 1 освобождают от прижимов 3 и снимают с приспособлепия. Твердая подушка, образовавшаяся в полости Б, остается на корпусе 5 и из-за хрупкости может быть удалена легким постукиванием по корпусу. Осколки подущки загружаются в термостат 10 для повторного использования. Для предотвращения примерзапия подушки к детали опорную поверхность детали перед установкой па приспособление рекомендуется смазывать эфиральдетидной фракцией (или касторовым маслом).
В качестве расплава рекомендуется технический карбамид СО (NN2) 2 с добавкой калиевой селитры KNOa, в жидком состоянии являющийся раствором и имеющий температуру нлавления около 125°С. При переходе в твердое состояние вещество практически безусадочно - свободная линейная усадка от 0,1 до 0,2% (парафин при затвердевании имеет усадку около 1,5%). Рекомендуемое соотнощение исходных материалов, вес. %:
Технический карбамидоснова
Калиевая селитра10-20.
Полезной является добавка хлористого кальция в количестве 2,5% (вес. % сверх 100%), а также незначительная добавка поливинилового спирта, повышающего прочность опоры.
Предмет изобретения
Подводная опора по авт. св. № 251334, отличающаяся тем, что, с целью упрощения конструкции опоры и повышения точности обработки, герметичная полость между уплотнительными элементами заполнена расплавом композиции из технического карбамида и калиевой селитры, затвердевающей
при температуре, превышающей температуру обработки, например 130-135°С.
Фиг. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закрепления деталей приОбРАбОТКЕ | 1972 |
|
SU833426A1 |
| МОДЕЛЬНАЯ КОМПОЗИЦИЯ ДЛЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1997 |
|
RU2123902C1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| Способ получения комбинированной модельной композиции | 1989 |
|
SU1741962A1 |
| Машина для изготовления карбамидных стержней | 1985 |
|
SU1315111A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| Устройство для обработки изделий из стекла | 1978 |
|
SU779324A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СПОСОБ ОБРАБОТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023030C1 |
X
7
8 Риг.2
