131
дежности за счет устранения закупорки затвора. Машина для изготовления карбамидных стержней содержит станину 1, на которой закреплена подвижная обогреваемая емкость 11 и раздвижная форма 3, В нижней части емкости 11 расположена дополнительная емкость 22, во внутренней полости которой размещен шаровой затвор 23, а на боковой поверхности емкости 22 выполнены наклонные пазы 36 и 37 со
1
Изобретение относится к литейному производству точного литья, в частности предназначено для изготовления литейных стержней из карбамида, может быть применено также и для изготовления выплавляемых моделей из легкоплавких составов на основе парафина и стеарина,
Цель изобретения - повьшение надежности за счет устранения закупорки затвора.
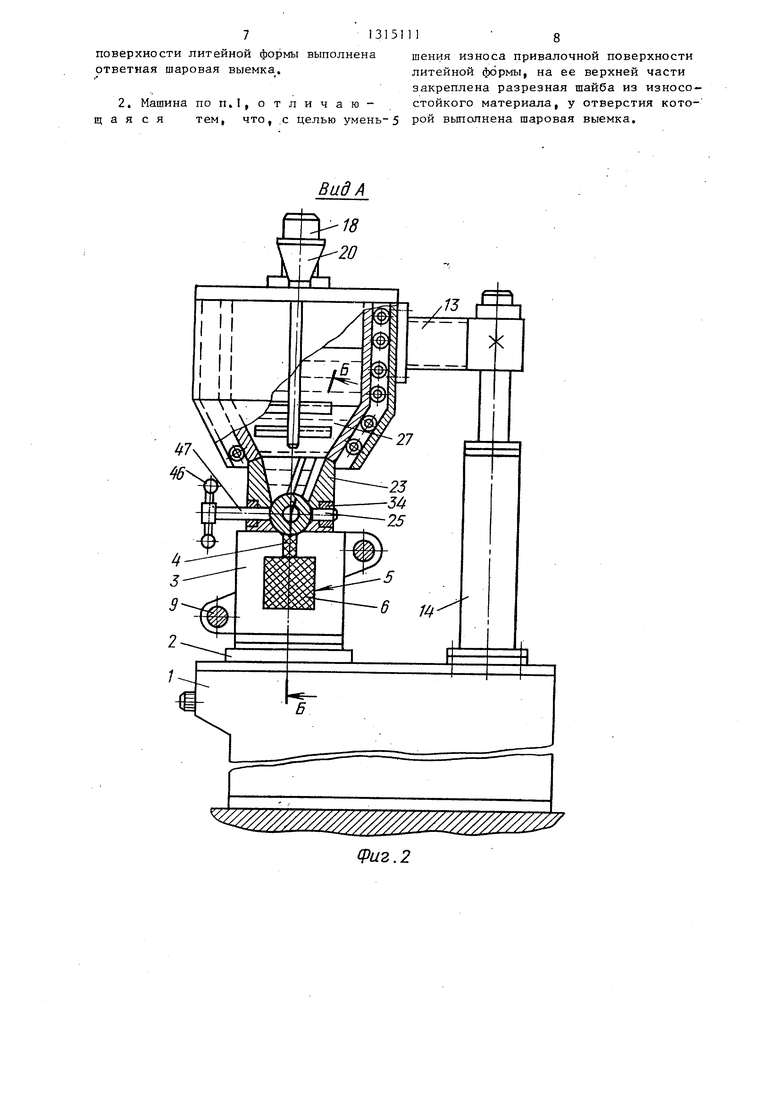
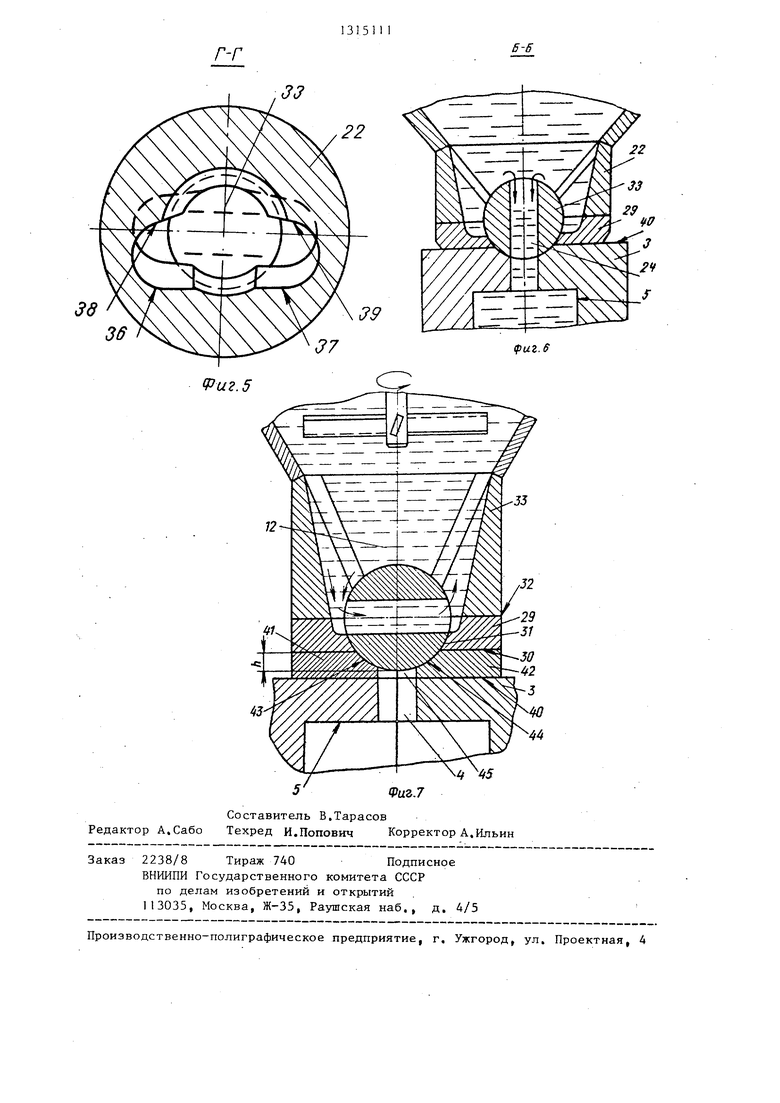
На фиг,1 схематично изображена машина, общий вид, разрез по обогреваемой емкости; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг,2 (затвор закрыт )j на фиг.4 - разрез В-В на фиг,3{ на фиг.З - разрез Г-Г на фиг.З} на фиг.6 - разрез Б-Б на фиг.2 (затвор открыт на фиг.7 - литейная форма с шайбами из износостойкого материала,
На станине 1 закреплена опорная пли-па 2. На ней смонтирована литейная разъемная форма 3 с заливочным литниковым отверстием 4 и формообразующей полостью 5 для образования литейного карбамидного .стержня 6. Литейная форма 3 состоит из разъемных частей 7, которые монтируются на подвижных матрицах 8, перемещающиеся по направляющим колоннам 9 с помощью привода 10,
Обогреваемая емкость 11 для расплава карбамида 12 установлена над разъемной литейной формой 3 и смонтирована на кронштейне 13 и имеет привод подьема в виде силового цилиндра 14, смонтированный на станине.
111
скошенными гранями, причем углы наклонов скосов одного паза 36 противоположны по направлению наклону скосов друго1 о паза 37, Пазы 36 и 37 при вращающемся расплаве от действия мешалки 17 создают поток горячего расплава из обогреваемой емкости 11 через канал 24 шарового затвора, что предотвращает застывание расплава карбамида в aiapOBOM затворе 23, 1 з.п, ф-лы, 7 ил.
5
Обогреваемая емкость 1 для расплава карбамида в качестве источника нагрева может иметь электронагревательные элементы в виде спиралей 15 сопротивления, подключенные посредством системы управления к внешнему источнику электропитания. Спирали 15 сопротивления закрыты изоляцион--; ( ным кожухом 16.
Обогреваемая емкость 11 для перемешивания расплава имеет мещалку 17 с приводом 18, смонтированную на крышке 19, и патрубок 20 для засыпки свежего карбамида, В нижней части 21 обогреваемой емкости 11 в дополнительной емкости 22 выполнен шаровой затвор 23 с проходным каналом 24 для слива карбамида и с цапфами 25.
Дополнительная емкость 22 имеет внутреннюю коническую полость 26, плавно соединяющуюся с выпускным отверстием 27 обогреваемой емкостью 11,
5 К торцу 28 емкости 22 примыкает дно 29 с привалочной поверхностью 30 для стыковки с литейной формой 3,
Во внутренней полости 26 и в дне 29 выполнено шаровое седло 31, в кол торое встроен по их разъему 32 шаровой затвор 23, вьшолненный в виде шара 33 и который выступает за при- валочную поверхность 30 на величину h, равную (0,2-0,6)R, где R - величина радиуса шара 33 затвора 23, и установленный с возможностью поворота вместе с цапфами 25 в ondpax 34, вьтолненных в боковых стенках дополнительной емкости 22 и в дне 29.
31
В разъемной литейной форме 2 выполнена ответная шаровая выемка 35, соответствующая выступающему шару 3 Во внутренней полости 26 со стороны щарового седла 31 выполнены пазы 36 и 37, которые соединяют проходной кнал 24 шара 33 с внутренней полость обогреваемой емкости 11.
Для предотвращения закупорки проходного канала 24 шара 33 путём интенсивного прогрева и промывки его потоком горячего свежего расплава карбамида, один из этих пазов 36 имеет заходной скос 38 и наклон, направленные навстречу вращения мешалки 17, для лучшего захода расплава карбамида и создания направленного- потока.
Другой паз 37 имеет входной скос
39и наклон противоположного направления, за счет чего вдоль пазОв 36
и 37 создаются два вихревых смещающихся вдоль пазов 36 и 37 потока, обеспечивающие поток расплава карбамида через канал 24.
Для уменьшения износа шаровой выемки 35 и привалочной поверхности
40разъемной литейной формы 3 с заливочным литниковым отверстием 4 литей
ная форма 3 снабжена шайбами 41 и 42 из износостойкого материала, которые имеют шаровые выемки 43 и 44, соответствующие выступающему шару 33 и заливочное литниковое отверстие 45.
Для поворота шарового затвора 23 служит маховичек 46, насаженный на удлиненную цапфу 47 шарового затвора 23. Поворот шарового затвора 23 может осуществляться и механическим способом, например, от привода силового цилиндра (не показан), ,
Машина для изготовления карбамид- ных стержней работает следующим об- разом
Карбамидная смесь может приготовляться и расплавляться вне машины в специально предназначенных для этого емкостях. После приготовления она переливается в обогреваемую емкость 1 машины. В этом случае в обогреваемой емкости 11 электронагревательные элементы 15 поддерживают расплав карбамида в жидком состоянии при заданной температуре«.
В другом варианте в обогреваемой .емкости 11 возможно осуществить первоначальное расплавление сухих исходю
20
25
ных порошковых или гранулированных материалов карбамидной смеси, а затем поддерживать заданную температуру с помощью системы управления технологическим процессом.
Разъемная литейная форма 3 в исходном положении находится в раскрытом состоянии. Ее отдельные разъемные части 7, смонтированные на подвижных матрицах 8, с помощью механизма 10 сборки-разборки формы 3 находятся в крайних положениях на направляющих колоннах 9.
Об огреваемая емкость 1 1 вместе с 5 расплавом 12 карбамида посредством кронштейна 13 при помощи своего привода подьема и прижима, выполненного в виде силового цилиндра 14, находится в крайнем верхнем положении. Привод 18 мешалки вращает мешалку 17, которая равномерно перемешивает расплав карбамида и создает вращение массы расплава карбамида в направлении своего вращения (против часовой стрелки).
Шаровой затвор 23 в исходном положении находится в закрытом положении, т.е. его проходной канал для слива расплава карбамида находится -в горизонтальном положении. Так как обогреваемая емкость I1 для расплава карбамида находится в крайнем верхнем положении, а литейная форма 3 находится в раскрытом состоянии, то обеспе- 35 чивается хороший доступ, удобство в работе и обслуживании литейной формы 3.
Затем включается механизм Юсборки0 разборки литейной формы 3, который ее разъемнь е части сдвигает и прижимает друг к другу. Механизм 10 сборки-разборки остается включенным на сборку в течение всего цикла изготов5 ления карбамидного стержня до момента ракрытия литейной формы 3. После сборки литейной формы 3 силовой ци линдр 14 включается на ход вниз.
Обогреваемая .емкость 11 опускает0 ся вниз, садится привалочной поверхностью 30 дна 29 на собранную литейную форму 3. Выступающий шар 33 шарового затвора 23 входит в шаровую выемку 35 литейной формы 3. Махович-.
5 ком 46 посредством удлиненной цапфы 47 поворачивают шар 33 в положение Заливка. Шар поворачивается на цапфах 25 и 47 в опорах 34. Проходной канал 24 шара 33 занимает верти30
кальное положение и совпадает с заливочным литниковым отверстием 4 формы 3,
Жидкий расплав карбамида 12 из обогреваемой емкости 11 по проходному каналу 24 шара 33 и заливочному литниковому отверстию 4 заполняет формообразующую полость 5 литейной формы 3. Заполнение этой полости 5 происходит по величине ее объема аналогично литью под низким давлением, т.е. нет необходимости в специальном дозаторе.
Образуется корочка, т.е. затвер девшая поверхность стержня, соприка сеющаяся с формообразующей поверхностью полости 5 3, и производится подпитка расплавом карбамида внутренней части стержня непосредственно из обогреваемой емкости 11, что значительно уменьшает величину усадки стержня и тем самым сокращается количество брака. Через определенное время, отсчитываемое реле времени системы управления, шаровой затвор 23 поворачивается в исходное положение Закрыто,
Шар 33 поворачивается в шаровом седле 31 на цапфах 25 и 47 в опорах 34, Выступающий за привалочную поверхность 30 дна 29 шар 33 поворачивается в шаровой выемке 35 литейной формы 3 и перекрывает Готсекает) заливочное литниковое отверстие 4 формы от расплавленной карбамидной
смеси в обогреваемой емкости 11 . I
Проходной канал 24 занимает горизонтальное положение и .тем самым становится в положение Закрыто. После этого силовому цилиндру 14 подается команда на ход вверх который посредством кронштейна 13 производит подъем обогреваемой емкости 11 с расплавом карбамида.
Через определенное время после окончательного затвердевания и охлаждения карбамидного стержня также с помощью реле времени системы управления механизму 10 сборки-разборки литейной формы 3 подается команда на ее разборку. Разъемные части 7 литейной формы на матрицах 8 по колоннам 9 отходят друг от друга в свои крайние исходные положения Разборка, Готовый карбаг-шдный стержень 6 извлекается из раскрытой литейной формы 3. Далее цикл работы повторяется,
Ш
15
20
25
36
35
40
45
50
55
Подогрев и промывка проходного канала 24 шарового затвора 23 происходит следующим образом. После поворота Luapa 33 с проходным каналом в положение Закрыто канал 24 стыкуется с пазами 36 и 37, выполненными во внутренней полости 26 дополнительной емкости 22 затвора 23. Пазы 36 и 37 соединяют проходной канал 24 шара 33 с расплавом карбамида обогреваемой емкости 1, Расплав карбамида р приводимый в движение мешал- кой 17 от привода 18 лучше заходит в паз 37, имеющий наклон и за- ходной скос 38, направленные нав-- стречу вращению расплава карбамида.
Благодаря такой конструкции повышается надежность, потери карбамида снижаются, производительность увеличивается за счет экономии времени на прочистку и про уывку проходного канала в шаровом затворе.
Формула изобретения
t е Машина для -изготовления карба- мидных стержней, содержащая основание, опорную плиту, смонтированную на ней разъемную литейную форму с заливочным литниковым отверстием и Приводами горизонтального перемеще-. ния полуфорМ5 обогреваемую емкость для расплава карбамида с приводом ее вертикального перемещения и с размещенными в ней мещалкой и затвором в ее нижней части, отличающая- с я тем, что, с целью повьш1ения надежности за счет устранения закупорки затвора расплавом карбамида, она снабжена дополнительной емкостью с отъемн1 1м дном и седлом для затвора, расположенной под обогреваемой емкостью соосно с выпускным ее отверстием, внутренняя полость дополнительной емкости выполнена конической с наклонными пазами со скосами на ее боковой поверхности, при этом углы наклонов скосов одного паза противоположны по направлению наклону другого паза, затвор выпол.нен в виде шара с цапфами и имеет возможность поворота в вертикальной плоскости с помощью цапф5 размещенных в боковых стенках дополнительной емкости, затвор выступает за наружную поверхность дна дополнительной емкости на величину 052-0,6 радиуса шара, а на верхней
поверхности литейной формы выполнена
ответная шаровая выемка.
f
2. Машина по п.I, о т л и ч а ю шения износа привалочной повер литейной формы, на ее верхней закреплена разрезная шайба из стойкого материала, у отверсти
щ а я с я тем, что, с целью умень-5 Рой выполнена шаровая выемка.
Buff А
шения износа привалочной поверхности литейной формы, на ее верхней части закреплена разрезная шайба из износо- стойкого материала, у отверстия котоF4 i
m
fpU2.2
31
л
J
ffJUB.
Ц 45
Фиг. 7
Составитель В.Тарасов Редактор А.Сабо Техред И.Попович Корректор А.Ильин
Заказ 2238/8 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления карбамидных стержней | 1985 |
|
SU1301557A1 |
| Устройство для изготовления стержней | 1988 |
|
SU1516218A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ЗАГОТОВКИ ПРОБКИ ШАРОВОГО КРАНА | 2008 |
|
RU2393047C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| СПОСОБ РОТАЦИОННОГО ЛИТЬЯ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЛИТЕЙНАЯ УСТАНОВКА (ВАРИАНТЫ) | 2001 |
|
RU2205091C2 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ЛИТЬЕМ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2193945C2 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| ЛИТЕЙНАЯ МАОШНА | 1973 |
|
SU405653A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |

Изобретение относится к литейному производству точного литья и предназначено для изготовления литейных стержней из карбамида. Целью изобретения является повышение на17 Ю сл ро сл 6 Фиг.1