Кроме металлических труб для водопроводов, канализации, сточных вод, газопроводов, нефтепроводов и т. п. применяют трубы из дерева, бетона и асбоцемента.
Самое широкое применение из не металлических труб для вышеозначенных целей получили асбоцементные трубы, изготовленные из смеси асбеста .с портланд-цементом.
В предлагаемом способе изготовления асбоцементных монолитных с раструбом труб применяются совместно формовка трубы при помощи форматного и прижимного валов с последующим уплотнением сформованной трубы путем гидравлического прессования ее.
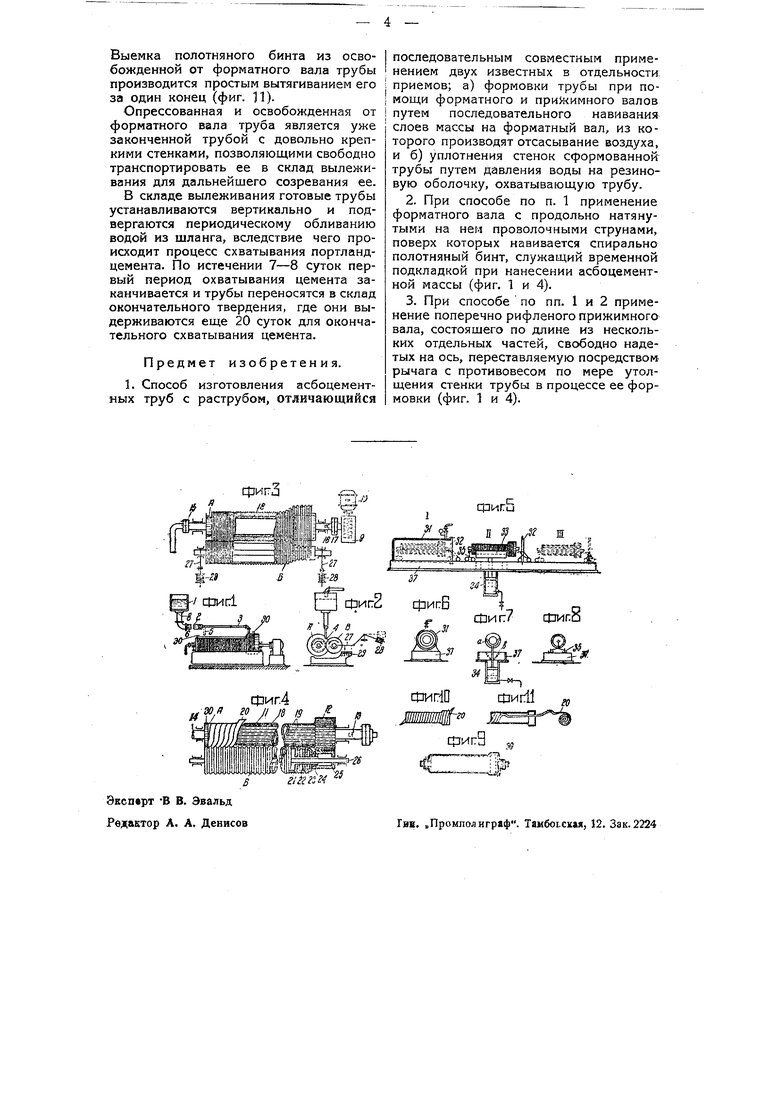
На чертеже фиг. 1 изображает вид спереди станка для осуществления способа изготовления асбоцементных труб с раструбом; фиг. 2 - вид его сбоку; фиг. 3 - вид сверху форматного вала с отформованной трубой; фиг, 4 - вид сверху форматного и прижимного валов; фиг. 5-вид спереди станка для гидравлического прессования; фиг. 6 - вертикальный поперечный разрез цилиндра; фиг. - 7 - вид сбоку постели; фиг. 8 - вид станка сбоку; фиг. 9 - продольный разрез резиновой оболочки; фиг. 10 -
(332)
продольный разрез отформованной трубы; фиг. 11- способ выемки из нее бинта.
Полужидкая и хорошо перемешанная масса из распушенного асбеста и портланд-цемента в соответствующих пропорциях подается в бачок 1, откуда питательным насосом по трубам 2 и ii равномерно разливается по всей длине форматного вала А в зазор 4 между форматным валом А и прижимным валиком В (фиг. 1, 2).
При вращении форматного вала масса слоями навивается на него вследствие присасывания ее к полотну на форматном цилиндре, благодаря вакууму внутри него, и стенка трубы постепенно формуется в виде трубы с раструбом (фиг. 3, 4).
Прижимной вал В равномерно распределяет массу по всей образующей форматного вала А, и когда число слоев массы достигает известной толщины помогает удалению влаги из массы.
При достижении необходимой толщины стенки трубы вращение форматного вала А прекращается и вал А вынимается из станка формования и переносится на гидравлический пресс, уплотняющий массу стенки трубы под больщим давлением.
Выемка полотняного бинта из освобожденной от форматного вала трубы производится простым вытягиванием его за один конец (фиг. 11).
Спрессованная и освобожденная от форматного вала труба является уже законченной трубой с довольно крепкими стенками, позволяющими свободно транспортировать ее в склад вылеживания для дальнейшего созревания ее.
В складе вылеживания готовые трубы устанавливаются вертикально и подвергаются периодическому обливанию водой из шланга, вследствие чего происходит процесс схватывания портландцемента. По истечении 7-8 суток первый период охватывания цемента заканчивается и трубы переносятся в склад окончательного твердения, где они выдерживаются еще 20 суток для окончательного схватывания цемента.
Предмет изобретения.
1. Способ изготовления асбоцементных труб с раструбом, отличающийся
последовательным совместным применением двух известных в отдельности: приемов; а) формовки трубы при помощи форматного и npHJKHMHoro валов путем последовательного навивания слоев массы на форматный вал, из которого производят отсасывание воздуха, и б) уплотнения стенок сформованной трубы путем давления воды на резиновую оболочку, охватывающую трубу.
2.При способе по п. 1 применение форматного вала с продольно натянутыми на нем проволочными струнами, поверх которых навивается спирально полотняный бинт, служащий временной подкладкой при нанесении асбоцементной массы (фиг, 1 и 4).
3.При способе по пп. 1 и 2 применение поперечно рифленого прижимного вала, состоящего по длине из нескольких отдельных частей, свободно надетых на ось, переставляемую посредством рычага с противовесом по мере утолщения стенки трубы в процессе ее формовки (фиг. 1 и 4).
фиг.4 «SL,SM Т Эксперт -В В. Эвальд Редактор А. А. Денисов SJ 34Щ Фиг€фиг11 ю Гин. „Промполиграф. Тамбоьсмя, 12. Зак. 2224

