1
Изобретение относится к наплавочным работам при изготовлении и восстановлении поверхностей деталей типа тел вращения.
Известен способ многоэлектродной наплавки деталей типа тел вращения с расстоянием между осями электродов, равным 3-4 диаметрам электрода.
Предложенный способ отличается от известного тем, что с целью уменьщения глубины проплавления деталей и получения сплошной щирокослойной наплавки, в промежутки между электродами вводят нейтральные присадочные проволоки и подают их по касательной к детали.
В этом случае имеем п наплавленных валиков, образованных основной присадочной проволокой. При этом достигается щирокослойная однопроходная наплавка с меньщей зоной проплавления основного металла, так как значительная и больщая часть тепла расходуется на плавление присадочной проволоки, возможность получения композитных слоев, т. е. слоев, имеющих различные .проч)10стные характеристики, значительное увеличение произвоДИтельности наплавки, регулирование формы и величины зоны термического влияния расщепленным электродом.
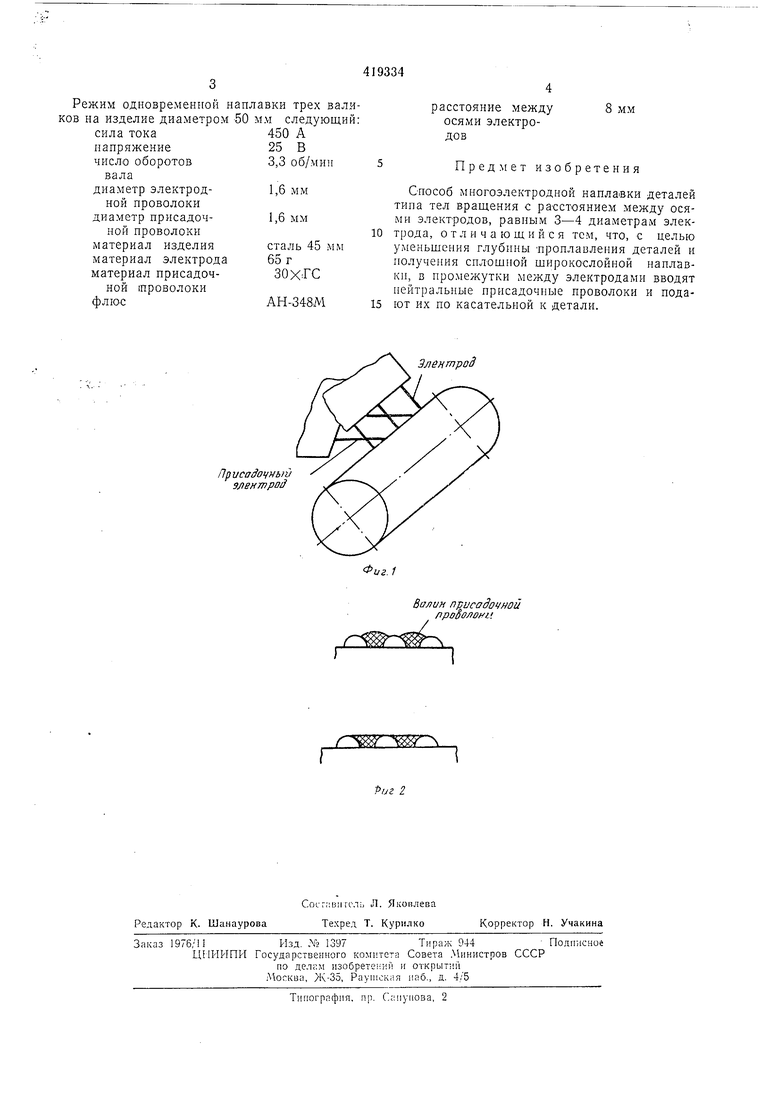
После очищения наплавленных валиков от флюса и остывания детали наплаплснньи
слой обрабатывается механическим путем до получения нужного размера.
Таким образом получается композитное покрытие, состоящее из чередующихся по химическому составу наплавленных валиков с различными механическими свойствами. Металл, полученный от плавления присадочной проволоки, более чист по химическому составу, менее перемешан с основным металлом наплавляемой детали, а введение нескольких присадочных проволок между соседними электродами позволяет регулировать величину теплопотока от дуг в деталь, расходуя ее в основном на плавление присадочной проволоки. Меняя скорость подачи присадочной проволоки и ее диаметр, можно влиять на форму н величину зоны термического влияния дуг на основной металл и повышать его сопротивление усталости, снижая величину пережженного металла. В зависимости от требований, предъявляемых к .нокрытню, состав валиков может быть различным. Так, места концентрании напряжений натглавляются проволокой с высокой пластичностью, остальная часть заплавляется износостойким материалом.
Фиг. 1 иллюстрирует способ наплавки несколькими электродамн с введение:. присадочных проволок; на фиг. 2 представлена деталь после наплавки.
Режим одновременной наплавки трех валиов на изделие диаметром 50 мм следующий:
450 А
сила тока 25 В
напряжение 3,3 об/мип
число оборотов вала
1,6 мм
диаметр электродной проволоки 1,6 мм
диаметр присадочной проволоки
сталь 45 мм
материал изделия 65 г
материал электрода
зохгс
материал присадочной 1проволоки
АН-348М
флюс
8 мм
расстояние между осями электродов
Пред мет изобретения
Способ многоэлектродной наплавки деталей типа тел вращения с расстоянием между осями электродов, равным 3-4 диаметрам электрода, отличающийся тем, что, с целью уменьщения глубины проплавления деталей и получения сплощной щирокослойной наплавки, в промежутки между электродами вводят нейтральные присадочные проволоки и подают их по касательной к детали.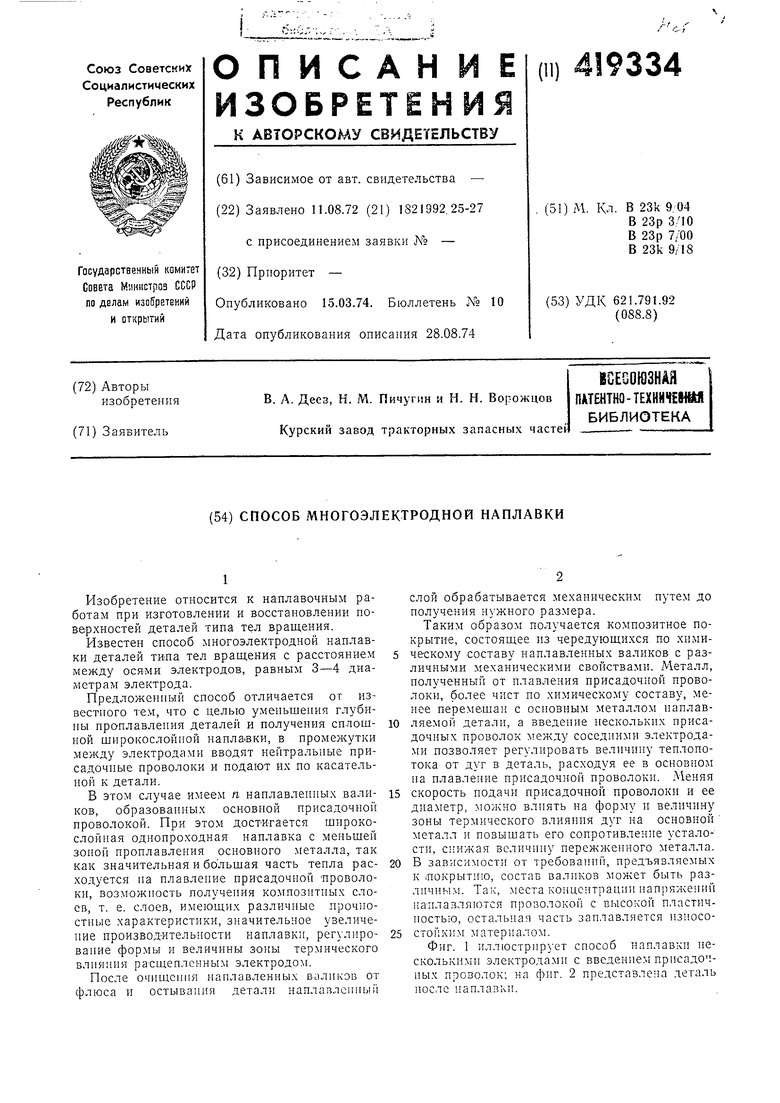
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2020 |
|
RU2751403C1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
| Способ многоэлектродной наплавки | 1989 |
|
SU1756054A1 |
| СПОСОБ НАПЛАВКИ ТРЕХФАЗНОЙ ДУГОЙ | 2007 |
|
RU2367546C2 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2356708C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ С ИСПОЛЬЗОВАНИЕМ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2020 |
|
RU2742408C1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ И НАПЛАВКИ | 2023 |
|
RU2815524C1 |
Прусадочньш элентро }
Ш
ЭлёнтроЗ
Вали njjuca3o4HOU
flpoSoflOf ti
