1
Установка предназначена для изготовления жгутов проводов радио- и элект роапнаратуры.
1-:звестиы установки для изготовления «абелыиых изделий, содержащие отдающие устройства для проводов, noiBopOTiHbie и поддерживающие ролики, обмоточную головку и (роликовое тяговое ИрИонособление с отсчепным механизмов.
Для повышения эффектиииасти изготовлеиия бандажированных жгутов в предлагаемой установке .между тяговым и поворотным ipoлижами расположен стол с опорами для поддерживающих роликов и направляющей для обмОточвой головки, па|раллельной общей касательной, проходящей ио углубленля:М роликов. Обмоточиая головка : установлена на поворотном рычаге с фиксацией в рабочем положении и имеет 1мехаииз;м 1пербм.ещения по направляющей. В качеспве тягового присиособления использован ролик с отрезным механизмом, преимущественно первый из роликов с общей касательной.
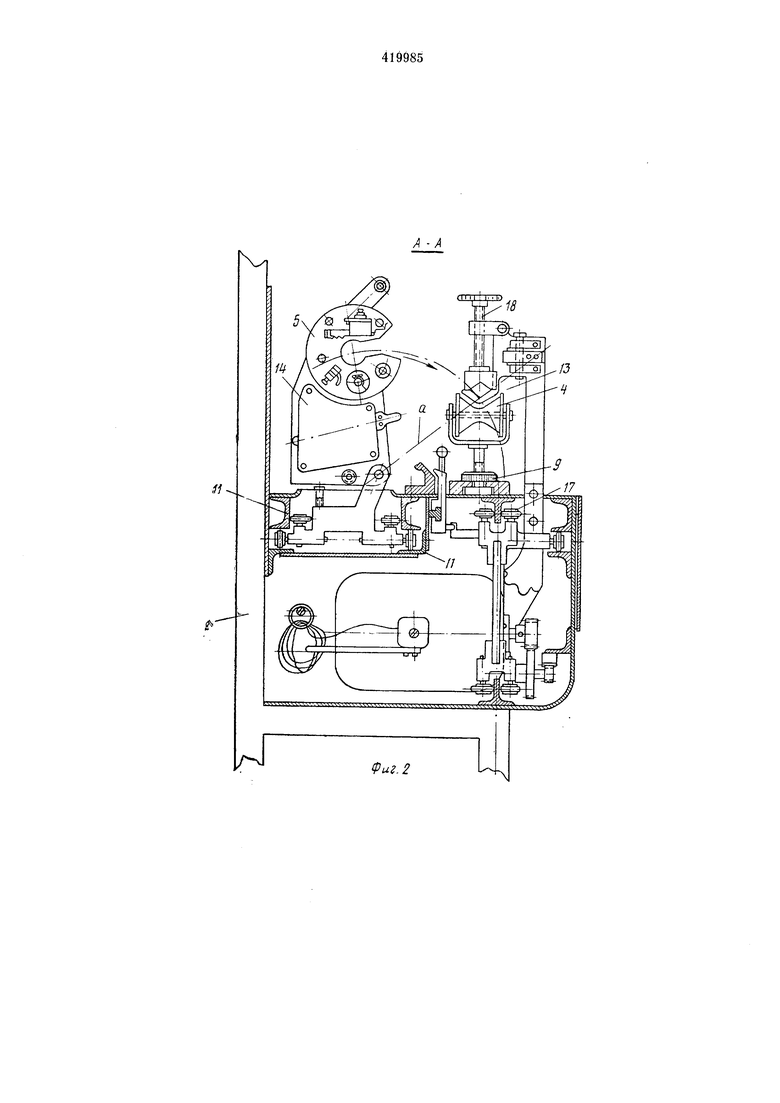
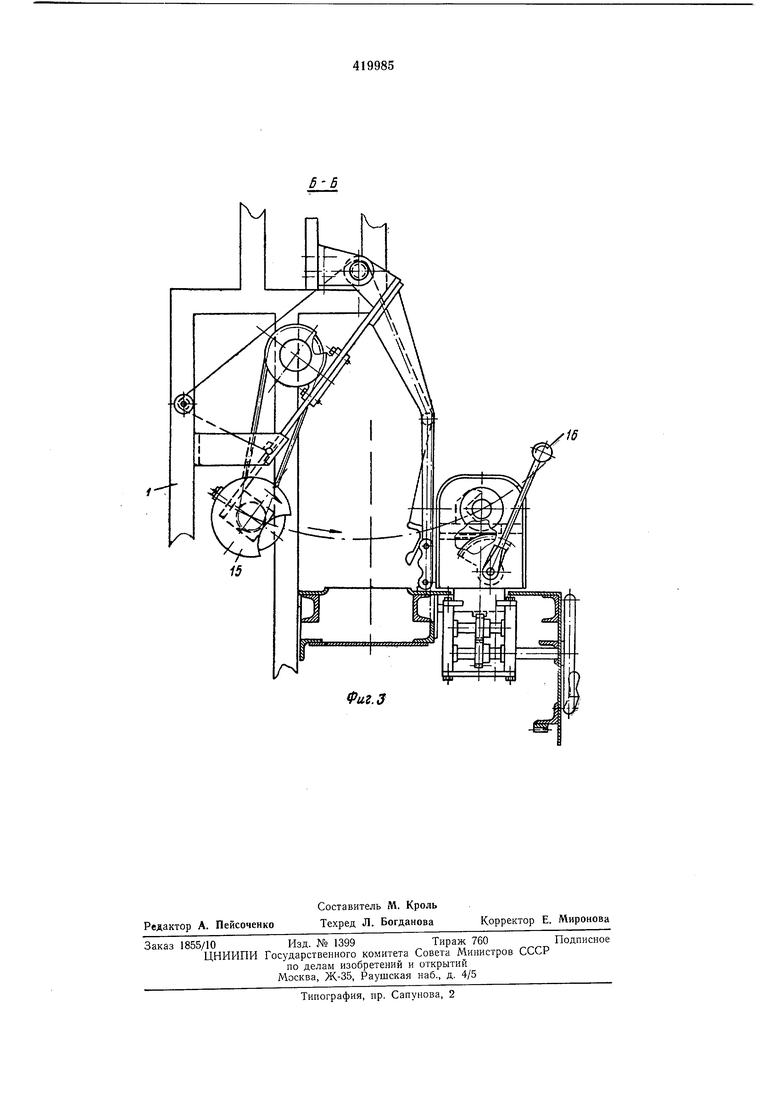
На фиг. 1 изображена описываемая устаHOiBKa, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б - Б на фаг. 1.
Установка состоит из смонтированных на общей станине 1 коМ|Плекта отдающих устройств 2 для проводов, поворотных 3 и поддерживающих 4 роликов, обмоточной головки 5, тягового приспособления 6 со счетчиком 7 метража и приемного барабана 8. Опоры 9 поддерживающих роликов 4 укреплены на 5 столе 10 с направляющими 11 для перемещения обмоточной головки параллельно общей касательной 12, проходяще но углубле шям 13 роликов 4. Oб oтoчнaя головка 5 установлена 1на поворотном рычаге 14 с фнксани0 ей в рабочем положении а и имеет механизм перемещения по направляющей. В качестве тягового приспособления исиользован ролик б с отрезным механизмом 15, управляемым руКОЯ11КОЙ 16. Кроме того, установка содержит
5 суппорт 17 с приспособлением 18 для зажима жгута, перемеща О Ц1ИЙся вдоль установки. Для уста.новки обмоточных головок на требуемых расстояниях друг от друга, определяемых конст рукцией жгута (расстоянием
0 между смежными бандажами), 1на столе установлена мерная линейка 19.
Таким образом, установка выполнена с учетем одностороннего обслуживания и обеспечивает удобства при бандажир01Вании жгутов.
5 Подготовка установки к работе заключается IB том, что на отдающие устро 1ства 2 устанавливают катушки снамотанными на 1ихпроводами соответствуюЩ|Их типов и раамеров, а на обмоточную головку 5 - бобины с банда0 жирующей . После этого рровода с отдающих устройств через :напра1В:Ляющие и повароиные ролики заправляют иа ролик 6, а при помощи зажи:м:1-юго триопоообления 18, у-сташовлеииого на суппорте 17, лротягивают вдоль уста1Ю В1 и и прикрепляют «отец жгута к Приемному барабапу 8. Балдажи ла носят Полющи 0 бмоточ111ой головки :па расстояниях, предусмотренпых ко пструкцией жгута. При башдажирова-пии жгут в леподвижию м положении натягивается при помощи суппорта или приемного барабала. При этом провода жгута лежат в углублениях лоддерживаЮЩ|ИХ роликов, а голов ка наклоняется и фиксируется в рабочем положении, в котором ось ее враи1ения совладает с осью жгута. При изготовлении жгутов больщой длины их перемещают ла величину, ine превыщающую длины рабочей части установки, леоколыко раз, а бандажировалие каждого участка жгута производят поочередно. Длила подачи жгута или его участка Может определяться либо по счетчику 7, либо ло лилейке 19, а балдажировавная часть жгута наматывается ла барабая 8 до получел ия жтута требуемой длииы. Жгут отрезают отрезным мехализмом 15 путем ;поворота последлего рукояткой 16 во,круг оси качали я.
Установка позволяет изготавливать жгуть различной длины и имеет в плале относительно малые габариты.
Предмет изобретелля
Усталовка для изготовления кабельных изделий, содержащая отдающие устройства для
проводов, поворотные и -поддерживающие ролики, обмоточлую голонку и роликовое тяговое приспособление с отсчетны1М мехализмом, отличающаяся тем, что, с лелью повыщеиия эффектинности изготовления бандажировал1ных жгутов, между тя1говым и поворот.ным ролика|Ми установлен стол с опорами для поддерживающих роликов и лаправляющей для обмотоЧ(Ной головки, 1параллельной общей касательной, проходящей по углублениям роликов, при этом обмоточлая головка установлена на поворотном рычаге с фиксацией в рабочем положении и имеет механизм перемещения по направляющей, а в качестве тягового приспособления использован ролик с отрезным механизмом, преимущественно первый из роликов с общей касательной.

| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2015 |
|
RU2620804C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫВОДОВ ПОЛУПРОВОДНИКОВЫХ ВЕНТИЛЕЙ | 1972 |
|
SU335754A1 |
| Установка для непрерывного стыкования,анкеровки и резки арматурных стержней | 1983 |
|
SU1107969A2 |
| СТАНОК ДЛЯ РЕЗКИ ВЕНТИЛЯЦИОННЫХ ТРУБ | 1971 |
|
SU305988A1 |
| Агрегат для поточной заготовки резьбовых трубопроводов | 1955 |
|
SU108751A1 |
| БИЕЛИО-ТКЛ I | 1972 |
|
SU326012A1 |
| Станок для загибки и отрезки концов двухветвевых плоских спиралей | 1978 |
|
SU745573A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ЛЕСОМАТЕРИАЛОВ | 1995 |
|
RU2092305C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ПЛОСКИХ ЖГУТОВ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ | 1989 |
|
RU2043669C1 |
(риг 1
15
