Изобретение относится к трубогибочному производству, в частности к устройствам для гибки изделий, например ножек трубных спиралей и подогревателей воды высокого давления.
В известных станках того же назначения, содержащих станину с размещенными на ней механизмами отрезки и гибочным механизмом, выполненным в виде расположенного на опорной плите центратора и гибочных органов с шаблонами и роликами; пентратор установлен неподвижно на станине станка, а отрезные головки и гибочные щаблоны не имеют взаимосвязи, вследствие чего снижается производительность станка.
Предлагаемый станок для загибки и отрезки ножек трубных спиралей отличается тем, что для повышения производительности в нем центратор установлен с возможностью радиального перемещения по пазу, выполненному в опорной плите, гибочные щаблоны смонтированы на ползунах, а каждый из механизмов отрезки выполнен в виде отрезной головки, расположенной на суппорте, имеющем возможность перемещения в направляющих, соединенных с указанными ползунами и смонтированных на основаниях, общих для отрезных головок и ползунов и поворотных
в процессе настройки относительно оси центратора.
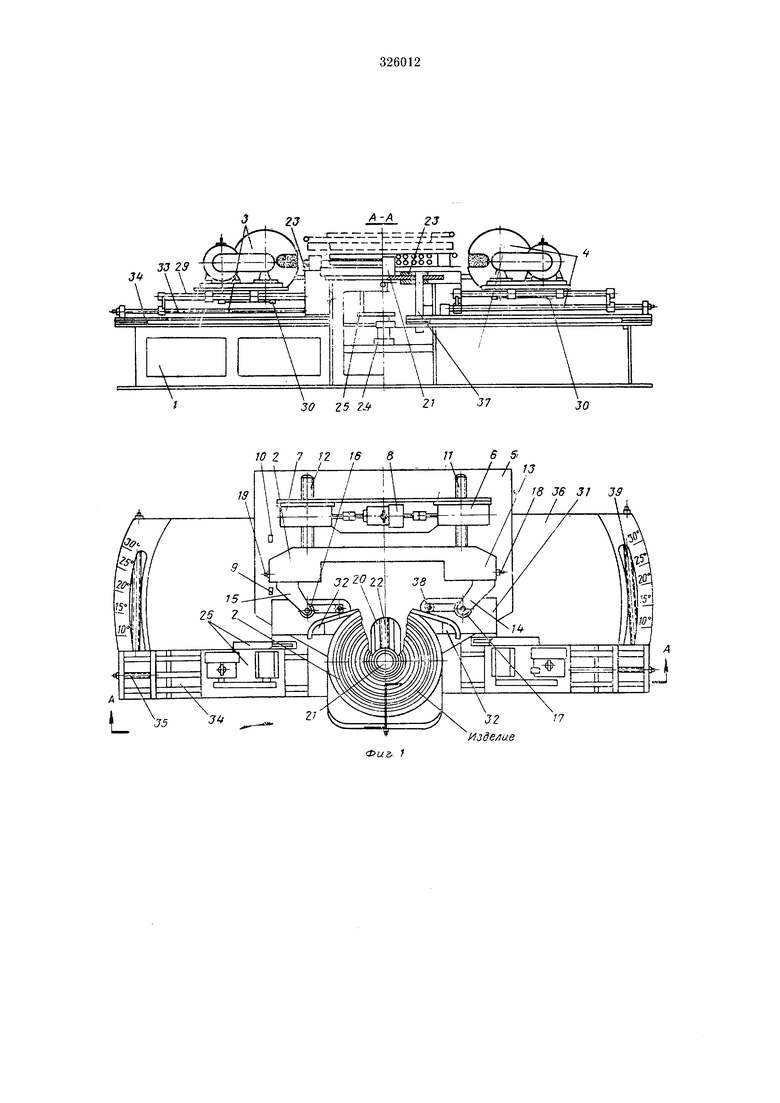
На фиг. I показан описываемый станок, общий вид и разрез по А-Л; на фиг.2 - механизм отрезки ножек трубных спиралей.
Станок содержит станину /, на которой установлены гибочный механизм 2 и механизмы 3 а 4 отрезки трубных спиралей.
Гибочный механизм включает в себя опорную плиту 5, на которой закреплены два редуктора 6 и 7, соединенные с приводом 8 и конечнь1ми выключателями 9 и 10. В редукторах установлены подвижные червячные толкатели 11 и 12, на которых смонтирована траверса 13. На траверсе закреплены подвижные рычаги 14 и 15 с гибочными многоручьевыми роликами 16 и 17. Рычаги перемещаются в горизонтальной плоскости посредством винтовых пар 18 и 19.
В опорной плите гибочного механизма выполнен сквозной паз 20, в котором размещен центратор 21, перемещающийся в нем с помощью винтовой пары 22.
Для съема спирали гибочный механизм
снабжен выталкивателем 23, соединенным с силовым цилиндром 24 через крестовину 25. из механизмов отрезки представляет собой отрезную головку 26, закрепленную на суппорте 27, верхние салазки которовинта 28. Суппорт установлен в направляющих 29 и движется по ним посредством силового цилиндра 30. Направляющий суппорта жестко связаны с ползуном 31, имеющим гибочный шаблон 32, и установлены в направляющих 33 основания 34 с возможностью продольного перемещения от приводной винтовой пары 35. Основание крепится к столу 36 станины с помощью оси 37, а ползун этой же осью и сухарем 38 крепится к опорной плите гибочного механизма.
Поворот основания в плоскости стола станка в процессе настройки осуществляется винтовым приводом 39, соединенным с основанием и установленным в станине станка.
Станок работает следующим образом. Перед началом работы производят настройку станка, для чего включением привода 8 отводят траверсу 13 в крайнее положение. После этого вращением винтовых пар 18, 19 и 22 устанавливают гибочные рычаги 14 и 15 и центратор 21 в рабочее положение, зависящее от типоразмера спирали. Затем производят поворот механизмов отрезки на требуемый Згол. Этот поворот осуществляется винтовым приводом 39, который тянет оспова«не 34 и поворачивает его вокруг оси 37 до нужного деления на лимбе стола 36. Благодаря тому, что щаблоны 32 установлены на ползунах Sl, при повороте основания 34 обеспечивается постоянная установка отрезных головок 26 под прямым углом относительно согнутых ножек к спирали.
После поворота основания 34 устанавливают необходимый размер прямого участка ножки спирали. Для этого включают приводы винтовых пар 35, которые отводят ползуны 31 влево или вправо, устанавливая щаблон в нужное положение. На этом настройка станка заканчивается.
Спираль укладывают на выталкиватель 23 отверстием в центратор 21 и включают привод 8. При включении привода червячные толкатели 11 и 12, усталшвленные в редукторах 6 и 7, выдвигаются и направляют траверсу с гибочными рычагами 14 и 15 и роликами 16 и 17 на прямые участки ножек спирали до
загибки их вокруг шаблонов 32. По окончании загибки срабатывает конечный выключатель 9 и привод 8 движет всю систему в обратном направлении до срабатывания конечного выключателя 10. При срабатывании этого выключателя включаются силовые цилиндры 30 и отрезные головки 26 подаются в зону резки. После отрезки цилиндры 30 отводят головки в исходное положение, и осуществляется съем готовой спирали.
Для съема спирали включают привод в виде силового цилиндра 24, который поднимает выталкиватель (съемник) 23 вверх, освобождая деталь от центратора 21 и щаблонов. Затем спираль убирается со съемника, и он опускается в исходное положение для отработки следующей спирали.
Предмет изобретения
Станок для загибки и отрезки ножек трубных спиралей, содержащий станину с размещенными на ней механизмами отрезки и гибочным механизмом, выполненным в виде расположенного на опорной нлите центратора
и гибочных органов с щаблона.ми и роликами, отличающийся тем, что, с целью иовыщения производительности, центратор установлен с возможностью радиального перемещения по пазу, выполненному в опорной плите, гибочные шаблоны смонтированы на ползунах, а каждый из механизмов отрезки выполнен в виде отрезной головки, расположенной на суииорте, имеюще.м воз.можность перемещения в направляющих, соединенных с указанными ползуна.ми и смонтированных на основаниях, общих для отрезных головок и ползунов и поворотных в процессе настройки относительно оси центратора. 30 25 2Jf / /
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| Станок для загибки и отрезки концов двухветвевых плоских спиралей | 1978 |
|
SU745573A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1989 |
|
SU1648592A1 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Станок для подгибки труб в панелях | 1978 |
|
SU729907A2 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Станок для гибки змеевиков | 1984 |
|
SU1207562A2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ХОЛОДНОЙ ГИБКОЙ ИЗ ЛИСТА ИЗДЕЛИЙ СЛОЖНОЙ КРИВИЗНЫ | 1970 |
|
SU264323A1 |
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |

W Z 7 Г2 Г8 8
