1
Известны устройства для получения изогнутых по спирали выводов радиодеталей, содержан1,ие отрезные ножи, прижим, закренленный в верхнем подвижном основании, подвижные пуансоны .и мат1ри:цу, размеш,ен;ные на ииж1нем основании, втулки, закручивающие выводы, вытал1кнватель, оцравки и нриводной меха1НиЗ|М.
Цель изобретения - повышение производительности работы уст1роЙ1Ства - достигается тем, что устройство снабжено дополнительными втулками, за1кручивающи1ми выводы радиодеталей, закрепленпыми на .верхнем основании в вертикальной плоскости, а выталкиватель соединен с матрицей шосредством поводка, связанного ic приводным .механизмом.
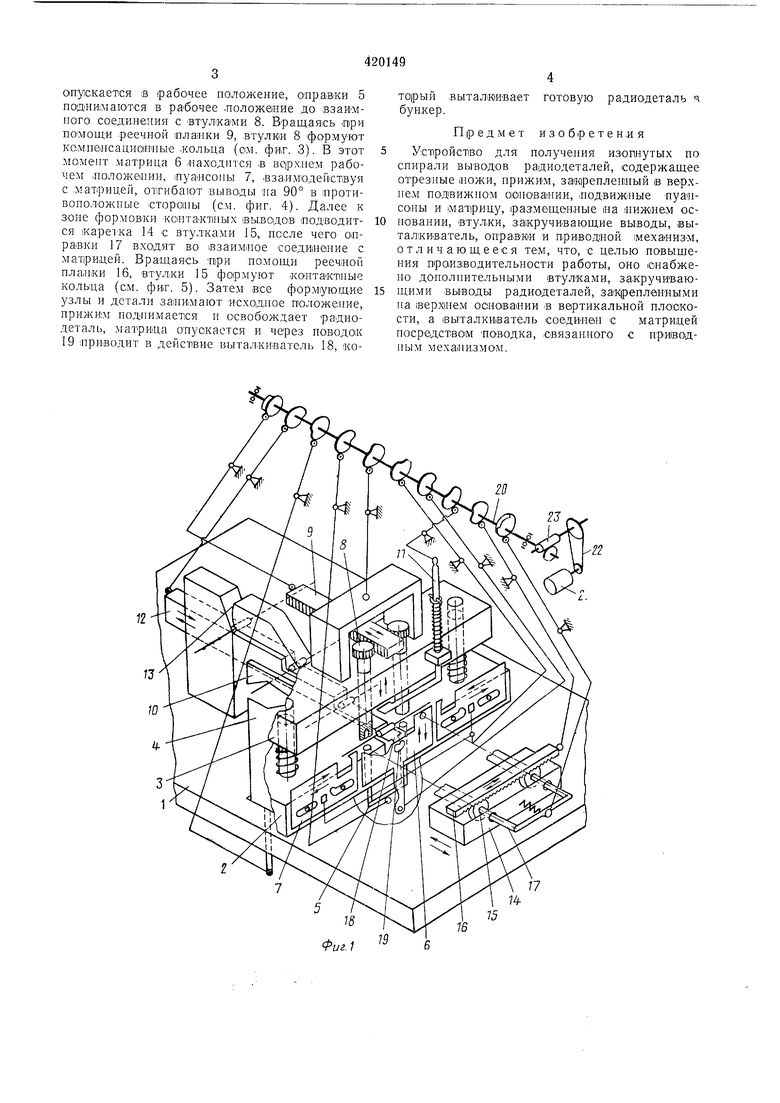
На фиг. 1 изображено описываемое устройство; на фиг. 2-5 показана технологическая последовательность получения изогнутых выводов радиодеталей.
У.стройство Смонтировано на металлической плнте 1, на установлены непод виж1№ое нижнее 2 и подвижное BeipxiHee 3 оонования, два подвижных ножа 4 и вертикальные подвиж1ные оправки 5. На «иж-нем основании установлены нодвиж1ная матрица 6 и два пуансона 7, на верхнем-вертикальные рейки 8, соединенные реечной план1кой 9, два ножа 10 и прижиМ 11.
Подающий :меха11нзм состоит из трехступенчатого толкателя 12 и приемника 13.
На подвижной каретке 14 размещены горизонтальные втулкн 15, закручивающие выводы, соединенные между собой реечной планкой 16, н горизонтальные онравкн 17. Выталкиватель 18 готовых раднодеталс установлен на нижнем сснованин н нрн номощи новодка 19 соединен с мапрнцей 6.
Для взанмоде1 1ствия всех узлов н детале на плите 1 установлен кулачковый раснределительный вал 20, который приводится в действие от электродвигателя 21 и через клнноременную передачу 22 и редуктор 23.
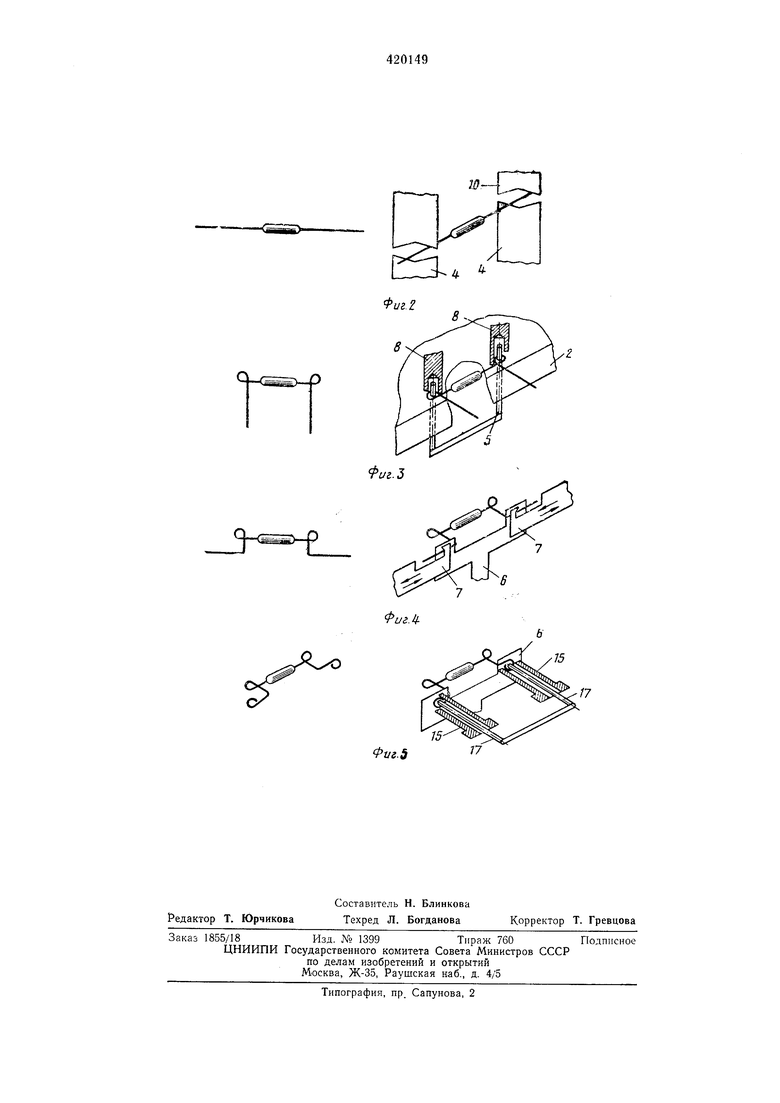
Радиодеталь вручную подают в приемник 5. Толкатель 12 соварщает одно возвратнопоступательное движение за один оборот распределительного вала. При одном поступательном движении выступамн тол1кателя подаются одновременно три радиодетали в соответствующие онерацпонные зоны. Так, одним выстуном радиодеталь подается в зону, где выводы обрезаются в размер при взаимодействии верхних н ннжннх
ножей (см. фиг. 2). Затем радиодеталь из зоны обрезки другим выступом подается в межопераЦИонную зону, а нз .нее третьим выступом в зону формовки выводов, в которой деталь фиксируется прижимом. Верхнее основание с формующими втулками (рейками) 8
опускается ;в (рабочее положение, оправки 5 поднимаются в рзбочее .положение до взаимного соединення с втулкавди 8. Вращаясь при ПОМОЩИ реечной планки 9, втулки 8 формуют ко;Мпеа1сацио1Нные л оль:ца (ом. фиг. 3). В этот момент матрица 6 гнаходнтся в верхнем рабочем .положении, пуансоны 7, .вза.пмоденствуя с .матрицей, отгибают выво.ды -иа 90° в противопол.ожные .стороны (см. фиг. 4). Далее к з.оне формов1ки -конта.ктшых иыводо.в подводится каретка 14 .с втулками 15, после чего оправки 17 входят во взаимное соеди|Нение с матрицей. Вра1Н1аясь -нри помощи реечиой пла.п.ки 16, втул-ки 15 формуют .контактные кольца (см. фиг. 5). Затем .в;се формующие узлы и детали занимают исхО|Дное положение, прижим поднимается и освобождает ра.диодеталь, матрица опускается и через поводок 19 приводит в действие выталкивател1 18, который выталкивает готовую радиодеталь ч бун-кер.
Предмет изобретения
Устройство для получения изопнутых по спирали ВЫВО.ДОВ радиодеталей, содержащее отрезные яюжи, прижим, закреплен1ный в верхнем НО.ДВИЖНОМ 010нова нии, подвиж,ные пуансоны и матрицу, ра.зме.щеп.иые на нижнем осповании, втулки, закручивающие выводы, выталкиватель, опра.вк1И и приводной механиз м, отличающееся тем, что, с целью повыщения про.из1водительности работы, оно снабжено дополнительными втулками, закручивающими выводы радиодеталей, за:К|репЛвнными па верхнем осно1вании в вертикальной плоюкости, а выталкиватель соединви с матрицей посредством новодка, .связаиного с нр1иводпым механизмом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ И ОБРЕЗКИ ПЛОСКИХ ВЫВОДОВ РАДИОДЕТАЛЕЙ | 1972 |
|
SU349127A1 |
| Последовательный штамп для изготовления лепестков контактов электрических разъемов | 1988 |
|
SU1595611A1 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1982 |
|
SU1075454A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Устройство для монтажа радиодеталей с аксиальными выводами на плате | 1976 |
|
SU662030A3 |
| Автомат для обработки электромонтажных проводов | 1977 |
|
SU936784A1 |
| Автомат для отрезки и гибки проволочных деталей | 1960 |
|
SU136301A1 |
| Роторная машина для обработки ленточного материала | 1989 |
|
SU1666250A1 |
/7
74
75
75
Фиг 2
Фиг. 5
15
Фvг.i
