1
Изобретение относится к изготовлению резьбы накаткой роликами.
Известна резьбонакатная головка к токарному станку, содержащая корпус, два поворотных рычага с резьбонакатными роликами, взаимодействующих с дистанционным сухарем, ориентирующие и ориентируемые полумуфты. В связи с тем, что ири вращении роликов эти нолумуфты постоянно проскальзывают друг относительно друга, они быстро изнашиваются и ухудшается точность накатываемой резьбы.
С целью повышения точности накатываемой резьбы, на одном из рычагов смонтирован дополнительный рычаг, один конец которого взаимодействует с установленным на станине станка подпружиненным упором, а второй конец шарнирно связан с ориентирующей нолумуфтой, при этом дистанционный сухарь взаимодействует с поворотными рычагами через са.моустаиавливающиеся сегменты. Кроме того, сухарь выполнен составным из двух частей, контактирующих друг с другом по наклонным плоскостям.
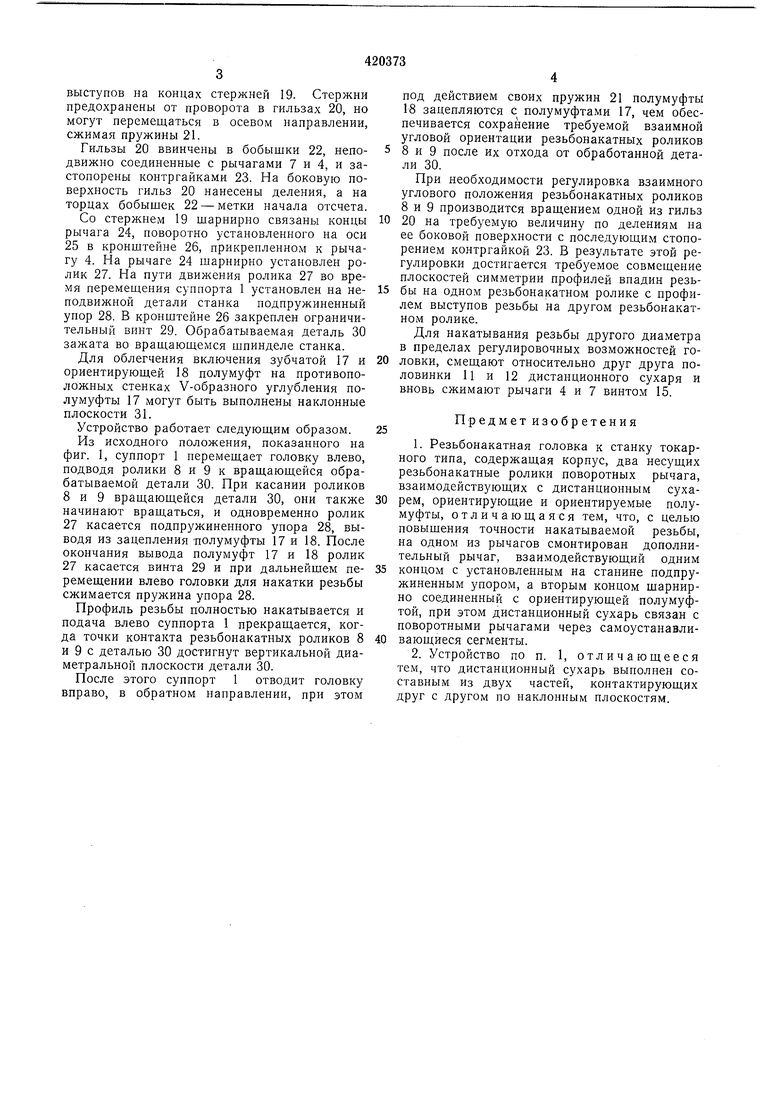
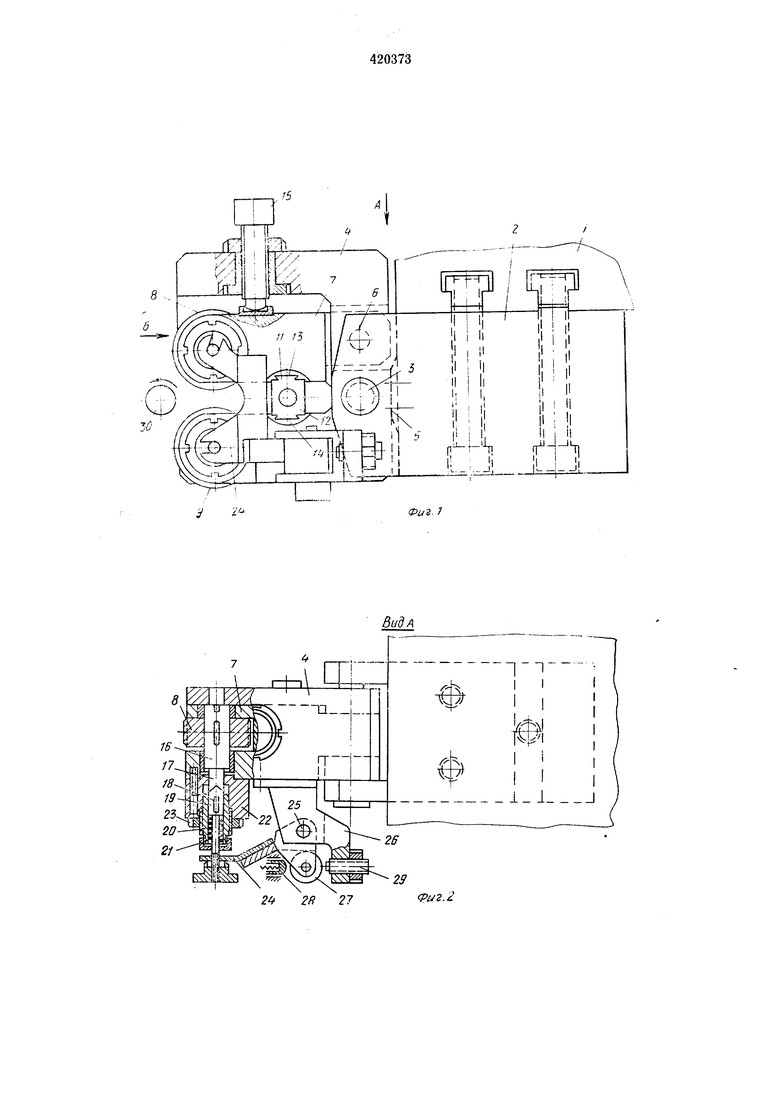
На фиг. 1 дапа резьбонакатная головка, вид сбоку; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3-вид по стрелке Б на фиг. 1; на фиг. 4 - полумуфта в увеличенном масштабе в расцепленном положении, вид сбоку; на фиг. 5 - нижняя полумуфта, вид сверху.
На поперечном суппорте 1 токарного станка закреплен корпус 2 резьбонакатной головки, с которым шарнирно связан осью 3 поворотный рычаг 4. Пластинчатая пружииа 5 ориентирует относительно друг друга корпус 2 и рычаг 4.
В рычаге 4 на оси 6 шарнирно установлен поворотный рычаг 7 с резьбонакатным роликом 8. Второй резьбонакатный ролик 9 установлен па рычаге 4.
Требуемое расстояние между роликами 8 и
9определяется дистанциопньш сухарем, состоящим из двух сопряженных по наклонным плоскостям 10 половипок 11 и 12. Половинки
11 и 12 установлены в цилиндрических сегментных вкладышах 13 и 14 соответственно, которые взаимодействуют своими цилиндрическими поверхностями с рычагами 7 и 4. Винт 15 сжимает рычаги 7 и 4 через вкладыши 13 и 14 и половинки 11 и 12 дистанционного сухаря. Угол наклонных плоскостей
10выполнен в пределах угла самоторможения.
Резьбонакатные ролики 8 и 9 установлены без возможности вращения на осях 16, концы которых выполнены с V-образным углублением и играют роль ориентируемой зубчатой полумуфты 17. С этими полумуфтами зацеплены ориентирующие полумуфты 18, выполненные в виде сопряженных V-образпых
выступов на концах стержней 19. Стержни предохранены от проворота в гильзах 20, но могут перемещаться в осевом направлении, сжимая пружины 21.
Гильзы 20 ввинчены в бобышки 22, неподвижно соединенные с рычагами 7 и 4, и застопорены контргайками 23. На боковую новерхность гильз 20 нанесены деления, а на торцах бобышек 22 - метки начала отсчета.
Со стержнем 19 шарнирно связаны концы рычага 24, поворотно установленного на оси 25 в кронштейне 26, прикрепленном к рычагу 4. На рычаге 24 шарнирно установлен ролик 27. На пути движения ролика 27 во время перемещения суппорта 1 установлен на неподвижной детали станка подпружиненный упор 28. В кронштейне 26 закреплен ограничительный винт 29. Обрабатываемая деталь 30 зажата во вращающемся шпинделе станка.
Для облегчения включения зубчатой 17 и ориентирующей 18 полумуфт на противоположных стенках V-образного углубления полумуфты 17 могут быть выполнены наклонные плоскости 31.
Устройство работает следующим образом.
Из исходного положения, показанного на фиг. I, суппорт 1 перемещает головку влево, подводя ролики 8 и 9 к вращающейся обрабатываемой детали 30. При касании роликов 8 и 9 вращающейся детали 30, они также начинают вращаться, и одновременно ролик 27 касается подпружиненного упора 28, выводя из зацепления полумуфты 17 и 18. После окончания вывода полумуфт 17 и 18 ролик 27 касается винта 29 и при дальнейшем перемещении влево головки для накатки резьбы сжимается пружина упора 28.
Профиль резьбы полностью накатывается и подача влево суппорта 1 прекращается, когда точки контакта резьбонакатных роликов 8 и 9 с деталью 30 достигнут вертикальной диаметральной плоскости детали 30.
После этого суппорт 1 отводит головку вправо, в обратном направлении, при этом
под действием своих пружин 21 нолумуфты 18 зацепляются с полу муфтами 17, чем обеспечивается сохранение требуемой взаимной угловой ориентации резьбонакатных роликов 8 и 9 после их отхода от обработанной детали 30.
При необходимости регулировка взаимного углового положения резьбонакатных роликов 8 и 9 производится вращением одной из гильз
20 на требуемую величину по делениям на ее боковой поверхности с последующим стопорением контргайкой 23. В результате этой регулировки достигается треб емое совмещение плоскостей симметрии профилей впадин резьбы на одном резьбонакатном ролике с профилем выступов резьбы на другом резьбонакатном ролике.
Для накатывания резьбы другого диаметра в пределах регулировочных возможностей головки, смещают относительно друг друга половинки И и 12 дистанционного сухаря и вновь сжимают рычаги 4 и 7 винтом 15.
Предмет изобретения
1.Резьбонакатная головка к станку токарного типа, содержащая корпус, два несущих резьбонакатные ролики поворотных рычага, взаимодействующих с дистанционным сухарем, ориентирующие и ориентируемые полумуфты, отличающаяся тем, что, с целью повыщения точности накатываемой резьбы, на одном из рычагов смонтирован дополнительный рычаг, взаимодействующий одним
концом с установленным на станине подпружиненным упором, а вторым концом шарнирно соединенный с ориентирующей полумуфтой, при этом дистанционный сухарь связан с поворотными рычагами через самоустанавливающиеся сегменты.
2.Устройство по п. 1, отличающееся тем, что дистанционный сухарь выполнен составным из двух частей, контактирующих друг с другом по наклонным плоскостям. i: l|I ; , jl 1 Iii I il n-i-Sf (pi/2.;
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная тангенциальная головка | 1978 |
|
SU740369A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| Установка для накатывания резьбы | 1981 |
|
SU984593A1 |
| Резьбонакатная головка | 1978 |
|
SU725764A1 |
| Резьбонакатное устройство | 1980 |
|
SU946753A1 |
| Резьбонакатное устройство | 1987 |
|
SU1496888A1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1098641A1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1072967A1 |
| Резьбонакатная головка | 1978 |
|
SU724254A1 |
2 2R 27
(риг.2
-.- .Х . VV
420373
лг. 5
