нию моделей {по два с каждой стороны машины), которые больше половины рабочего времени (в цикл входят перемещение стола с моделями и его стоянка) простаивали бы, не говоря уже о затрудненном подводе теплоносителя к моделям.
Целью изобретения является создание высокопроизводительной установки для нанесения облицовки на кокили.
Это достигается тем, что устройство подачи полукокилей верха и низа под пескодувные головки выполнено в виде двух последовательно установленных приводных кареток, перемещающихся в противоположные стороны и снабженных опорами для двух полукокилей каждая, а привод кареток выполнен в виде индивидуальных силовых цилиндров (например, двух плунжерных для каждой каретки), рабочие полости которых, обеспечивающие заданное перемещение кареток, соединены параллельно.
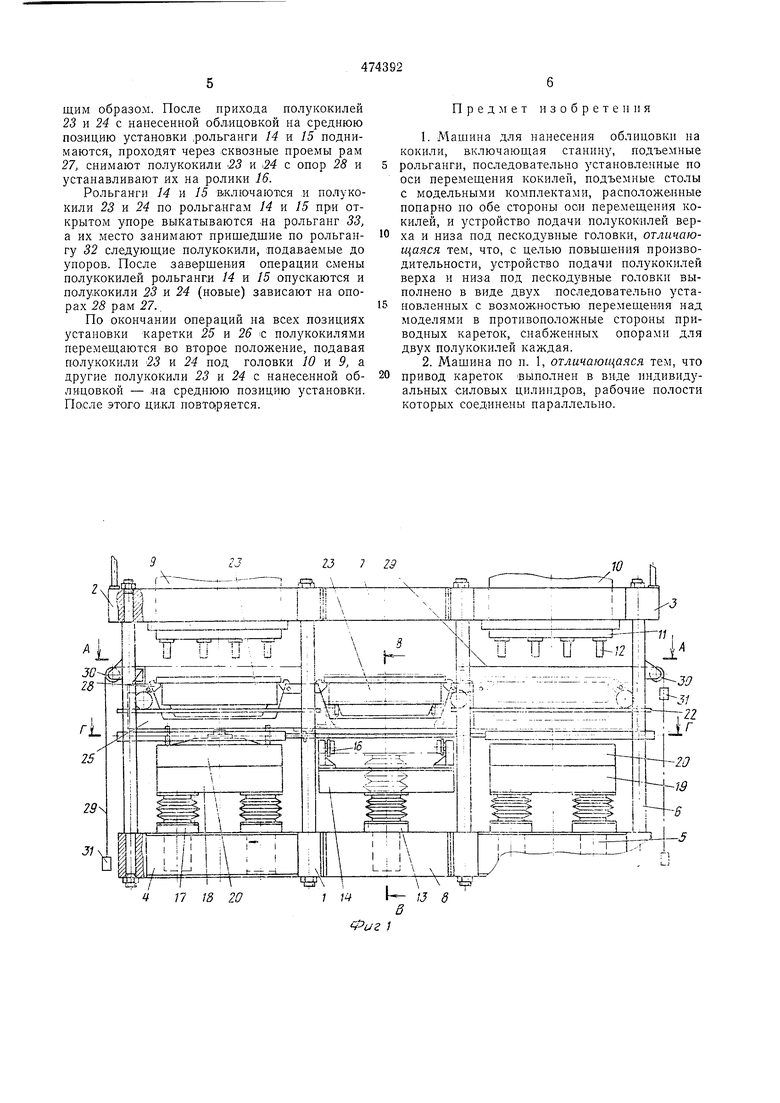
На фиг. 1 изображена предлагаемая мащина, общий вид; на фиг. 2 - разрез по Л-Л на фиг. I; на флг. 3 - разрез по Б-Б на фиг. 2; па фиг. 4 - разрез по В-В па фиг. 1; на фиг. 5 - разрез по Г-Г на фиг. I.
Станина / устройства имеет верхние 2 w. 3, а таклсе нижние 4 5 рамы, соединенные колоннами 6. Рамы 2 и соединены порталом 7, а рамы 4 и 5 - стяжками 8. На рамах 2 н 3 установлены соответственно пескодувные головки 9 -я 10 (по две) с надувными плитами // и соплами 12. На стяжках 8 в средней -части установки последовательно смонтированы два подъемных от гидроцилиндров 13 рольганга 14 и 15 с приводными или неприводными роликами 16. На рамах и 5 соответственно расположены подъемные от гидроцилиндров 17 столы 18 и 19 (по два) с установленными на них обогреваемыми модельными комплектами (со встроенными .нагревателями) полукокилей верха 20 и низа 21.
По рельсам 22, закрепленным с помощью специальных кронштейнов на .колоннах 6, передвигается устройство поочередной подачи полукокилей верха 23 и низа 24 на позицию нанесения облицовки (под пескодувные головки 9 и 10). Устройство подачи полукокилей имеет каретки 25 и 26, каждая из которых состоит из жесткой замкнутой ра.мы 27, снабженной четырьмя катками для перемещения по рельсам 22, В рамах 27 выполпены по два сквозных прое.ма с щагом, равным шагу перемещения полукокилей в установке. Через проемы проходят модели при подъеме их к пескодувной головке и подъемные рольганги 14 ,и 15.
На раме 27 у каждого проема установлено но четыре опоры 28 полукокилей. Полукокили iBOpxa 23 ц низа 24 овоилпг фланцами опираются на опоры 28, которые для возможности выверки горизонтального положения полукокилей выполнены регулируемыми. На раме 27 установлены также кронштейны, к
которым кренятся гнбкие экраны 29. Экралы 29 опираются на ролики 30, укрепленные на 6, вторые концы экранов соединены с натяжными грузами 31.
Загрузка полукок.илей в машину проиЗ|ВОдится .различными транспортными средствами, на.нример рольгангом 32, нагрузка - рольгангом 55. Загружаемые полукокили занимают место над рольгангами 14 и 15.
Рамы 27 перемещаются на катках 34 и 35 по рельсам 22; для точного бокового нанравления рамы 27 катки 35 имеют V-образную форму. Перемещение рамы 27 может осуществляться различными нриводами, например
плунжера.ми 36 и 37, укрепленными на установл.енном на колонне 6 хомуте 38. Плунжеры 36 И 37 СВОИМИ толкателями упираются в гнезда кронщтейнов 39, установленных на рамах 27. Гнезда служат дополнительными
опорами плунжеров, чем предохраняют их от прогиба при максимальном вылете, а уплотнения - от интенсивного износа. Подъемные рольганги 14 и 15 неремещаются от гидроцилиндров 13 на скалках 40 в опоре 41.
Плунжеры 36 и 37 подсоединены к гидросистеме так, что обеспечивают перемещение кареток 25 и 26 ъ разиые стороны. Это осуществляется путем подключения левого 36 и правого 37 плунжеров к одной магистрали 42
и соответствевно правого и левого нлунжеров к магистрали 43.
Машина работает следующим образом. На фиг. 1-5 изображено положение установки, при котором один комплект полукокилей находится ио.д пескодувными головками, а другой - на позиции загрузки - выгрузки полукокилей в установку. После прихода кареток 25 и 26 соответственно в левое и правое положения полукокили 23 и 24 занимают
место под пескодувными головками 9 и 10, а другие полукокили (23 и 24), которые находились до этого под головками, занимают .место на средней позиции (загрузка-выгрузка) 1гад рольгангами 14 и 15. Экраны 29 под
весом грузов 5/ опущены и предохраняют рабочих от случайных выбросов смеси; экраны 29 занимают положение, при котором они нредохраняют головки от теплоизлучен-ия моделей 20 и 21, а модели 20 н 21 - от попаДания случайных просыпей из сопел 12.
Столы 18 vi 19 с моделями 20 и 21 идут вверх, проходят через сквозные проемы рам 27, снимают полукокили 23 и 24 с опор 28 и поджимают полукокили 23 и 24 к сопла.м 12
головок 9 и 10. Происходит надув смеси. После нанесения облицовки на полукокили 23 и 24, опи вместе со столами 18 и 19 ii моделями 20 и 21 опускаются в промежуточное положен,ие, в котором остаются до окончания
отверждения облицовки, после чего продолжают движение вниз, при котором полукокили 23 и 24 зависают на опорах 28, а модели 20 и 21 ICO столами 18 и 19 опускаются в край-нее .нижнее положение.
Смена полукокилей происходит следующим образом. После прихода полукокилей 23 vi 24 с нанесенной обдицовкой на среднюю позицию установки .рольганги 14 и 15 поднимаются, проходят через сквозные проемы рам 27, снимают полукокили 23 и 24 с опор 28 и устанавливают их на ролики 16.
Рольганги 14 и 15 включаются ,и нолукокили 23 и 24 по рольгангам 14 и 15 при открытом упоре выкатываются -на рольганг 33, а их место занимают пришедшие по рольгангу 32 следуюш.ие полукокили, подаваемые до упоров. После завершения операции смены полукокилей рольганги 14 и 15 опускаются и полукокили 23 и 24 (новые) зависают на опорах 28 рам 27.,
По окончании операций на всех позициях установки каретки 25 и 26 ic полукокилями перемещаются во второе положение, подавая полукокили 23 и 24 под головки 10 и 9, а другие полукокили 23 н 24 с нанесенной облицовкой - ,на среднюю позицию установки. После этого цикл повторяется.
Предмет изобретения
1.Машина для нанесения облицовки на кокили, включающая станину, подъемные
рольганги, последовательно установленные по оси перемещения кокилей, подъемные столы с модельными комплектами, расположенные попарно по обе стороны оси перемещения кокилей, и устройство подачи полукокилей верха и низа под пескодувные головки, отличающаяся тем, что, с целью повыщения производительности, устройство подачи полукокилей верха и низа под пескодувные головки выполнено в виде двух последовательно установленных с возмож-ностью перемещения над моделями в противоположные стороны приводных кареток, снабженных опорами для двух полукокилей каждая.
2.Машина по п. 1, отличающаяся тем, что привод кареток выполнен в виде индивидуальных силовых цилиндров, рабочие полости которых соединены параллельно.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА КОКИЛИВ ГМ SФ01Щ внш^^рт^е | 1973 |
|
SU420388A1 |
| Машина для нанесения облицовки на кокили | 1981 |
|
SU984657A1 |
| Устройство для загрузки полукокилей в агрегат нанесения облицовки | 1974 |
|
SU499957A1 |
| Манипулятор загрузки кокилей в агрегат нанесения облицовки на кокили | 1970 |
|
SU687682A1 |
| Машина для нанесения облицовки на кокили | 1974 |
|
SU488655A2 |
| ЛИНИЯ литья в ОБЛИЦОВАННЫЕ КОКИЛИ | 1973 |
|
SU407641A1 |
| Линия литья в облицованные кокили | 1987 |
|
SU1528610A1 |
| Пескодувная машина для нанесения облицовки на кокиль | 1982 |
|
SU1129016A1 |
| Манипулятор разборки облицованных кокилей | 1981 |
|
SU996094A1 |
| Пескодувная установка карусельного типа | 1981 |
|
SU1006043A1 |


. I , . , 7 18 20 - fi 30 6 2227
иг 2 26
i/г J 5E: 21
J7
Г- Г
37
