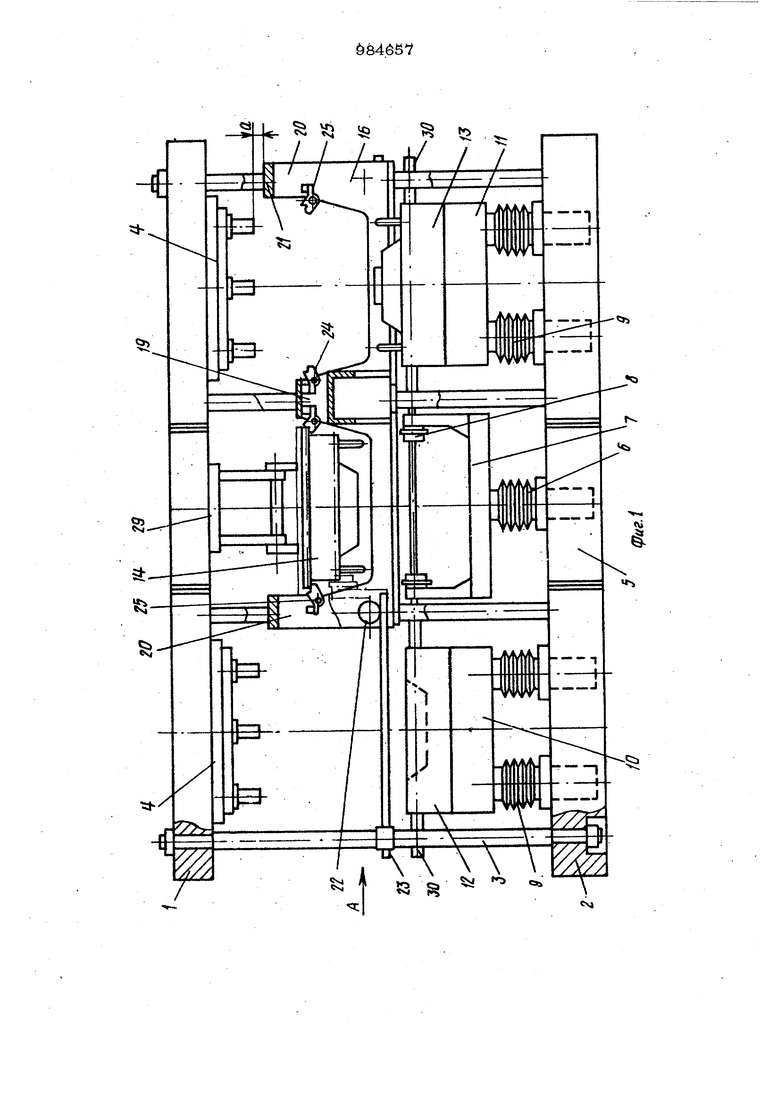
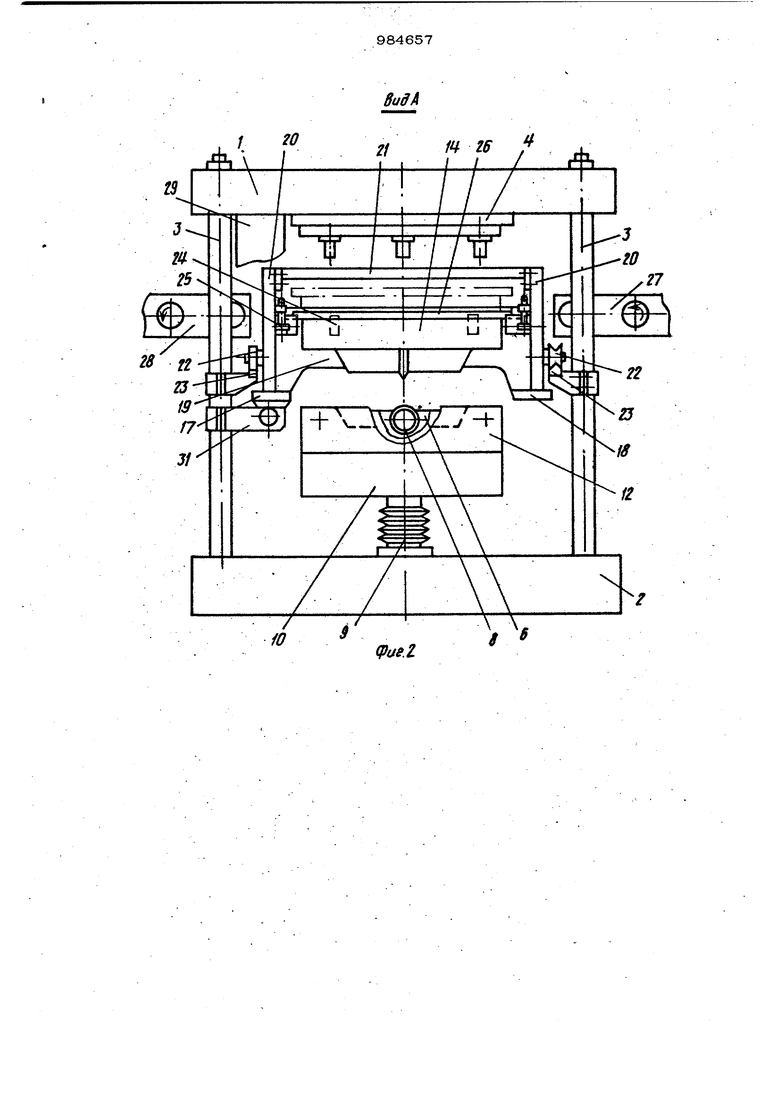
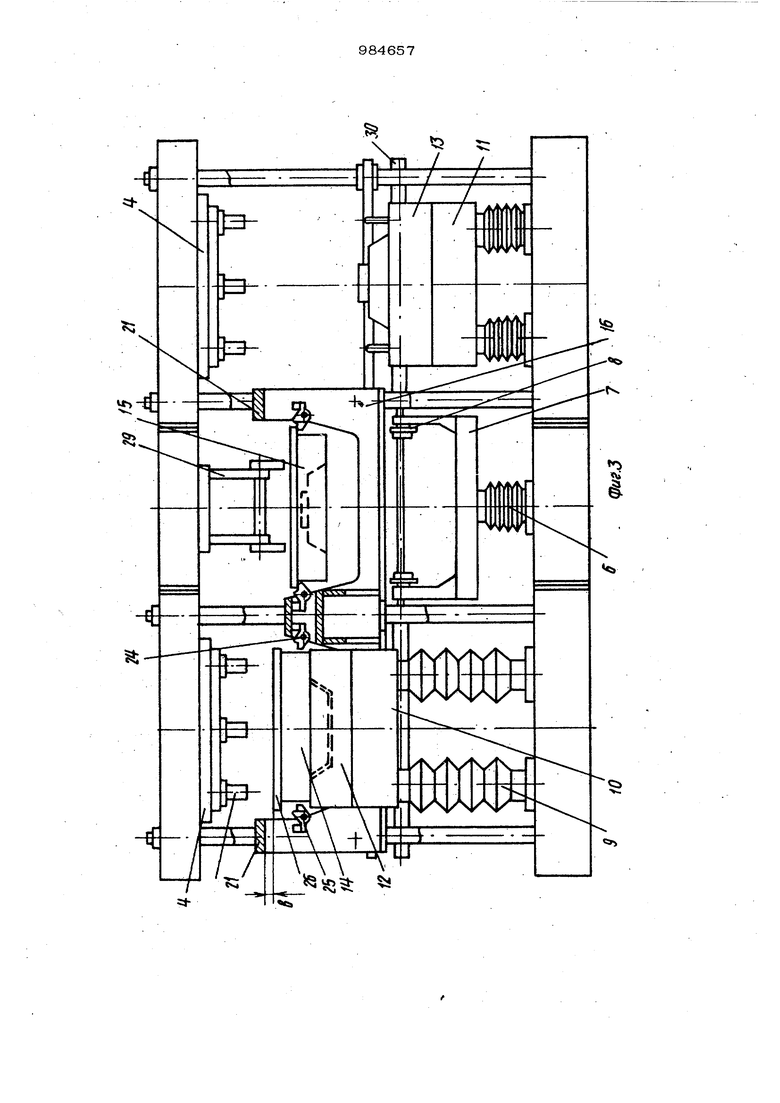
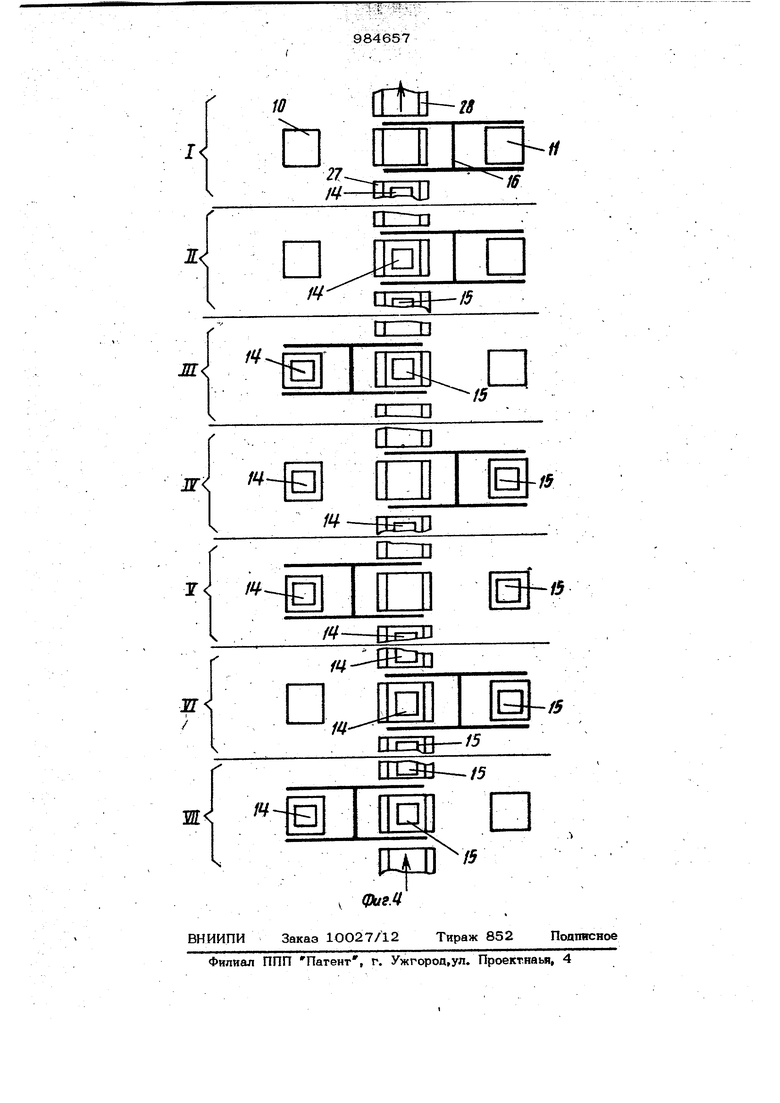
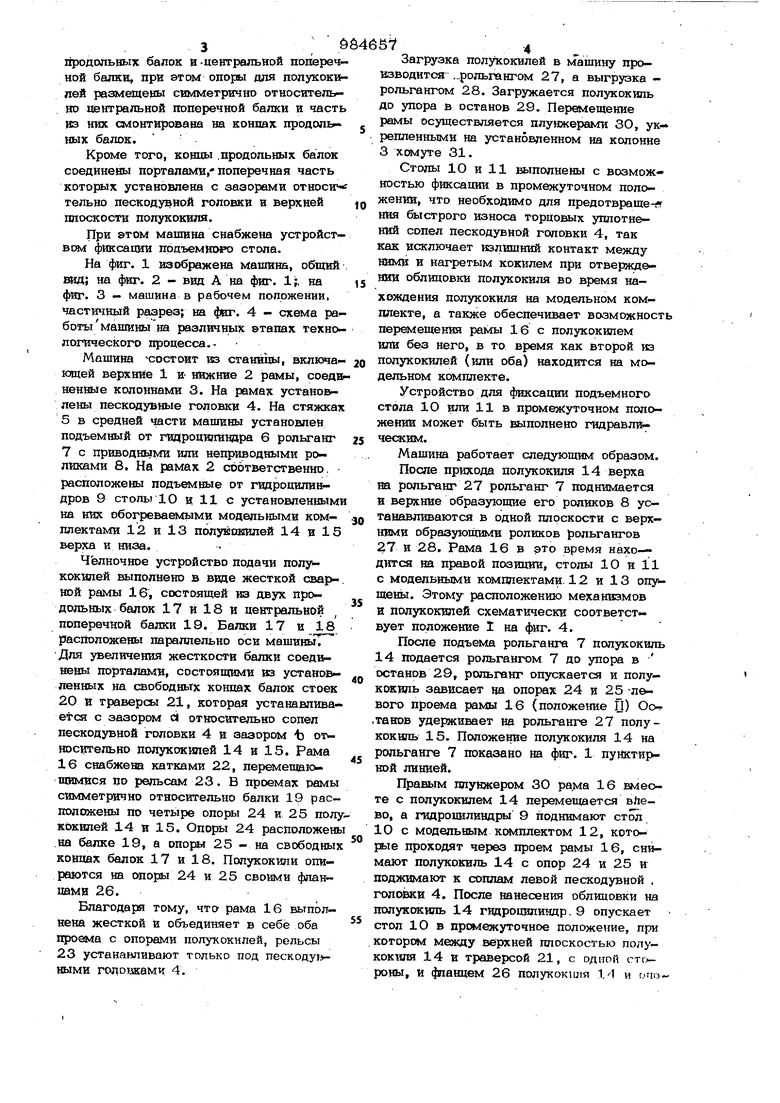
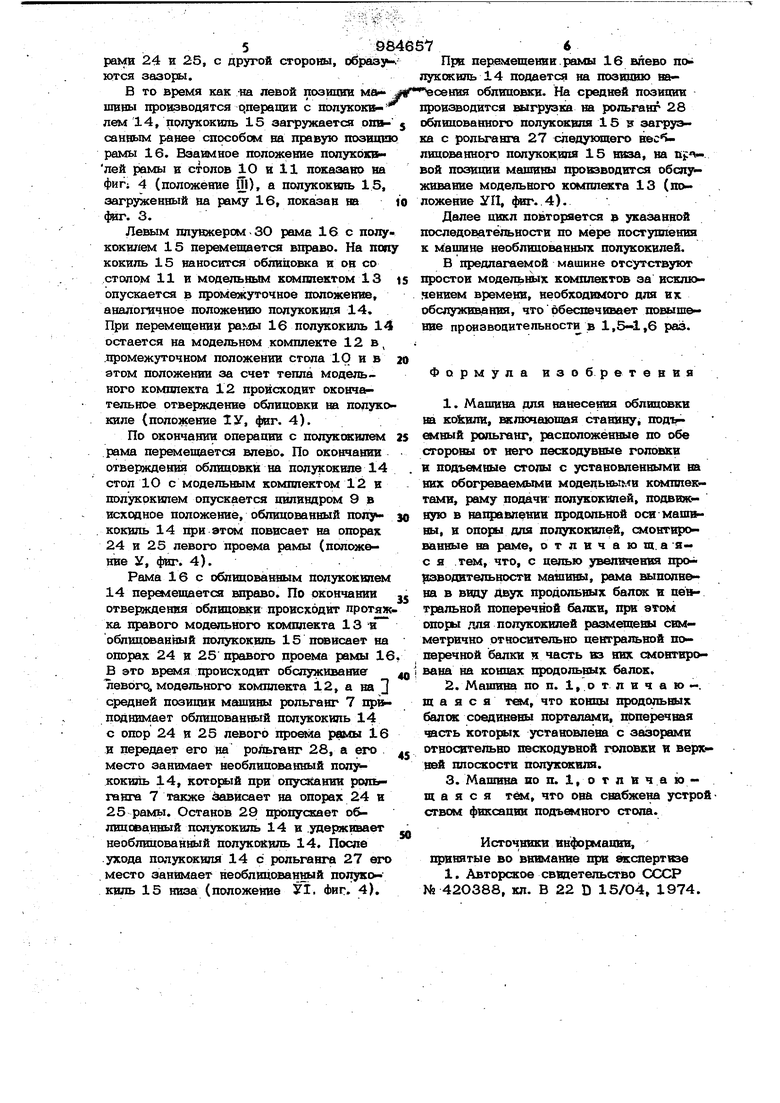
(54) МАШИНА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА КОКИЛИ 1 Изобретение относится к питейному П1ЮИЗВОДСТВУ, а шденно к питью в облицованные кокипи. Наиболее бпизкой к предпагаемой я&пяется машина дпя нанесения обпиновки Ш1 кокипи, состоящая ш станины, подьемнохю рольганга, расположенных по обе стороны от него пескодувных гоповок и стопов с установленными на них обогреваемыми модельными комплектами, челночного устройства подачи полукокилей с подъемного рольганга под пескодувные головки и обратно, выполне ного в виде подвижной рамы со сквозными проемами, по периферии которых смонтированы ОП01&1 кокилей С13. Недостатком указанной машины является то, что она эффективна лишь при так называемом двухстадийном отвержде НИИ облицовки, т.е. при предварительном отверждении облицовки на полукоккпе и последующем отверждении облицовки в проходной нагревательной печи. одностадийном отверждении, когда отверждение облвдовки на полукокиле полностью происходит при его контакте с модел : ным комплектом и составляет 9О-12О с, применение известной машины, неэффективно вследствие низкой проИзводител Ё ности: в то время как на сдной позиции происходит нанесение и отверждение облииовки, вторая, по существу, простаива-. ет; из 9О-120 с полезно используется лишь 2О-ЗО с, необходимых для обслуживания модельного комплекта. Целью изобретения является увеличе- . ние производительности машины. Указанная цель достигается тем, что В машине для нанесения облицовки на кокили, включающей станину, подъемный рольганг, располонсенные по обе стороны от него пескодувные головки и подъемные ртолы с установленными на них o6t 1 в&емыми модельными комплектами, раму подачи полукокилей, подвижную в направлении продольной оси машины, и опоры для полукокилей, смонтированные та раме, рама выполнена в видо двух продольных балок и-центральной поперечной балки, при этом опоры для полукокилей размещены симметрично относительно центральной поперечной балки и часть из них смонтирована на концах продольных балок. Кроме того, концы .продольных балок соединены порталами,-поперечная часть которых установлена с зазорами относи тельно пескодувной головки и верхней плоскости полукокиля. При этом машина снабжена устройством фиксации подъемкгмго стола. На фиг. 1 изображена машина, общий вид; на фиг. 2 - вид А на фиг. 1;, на фиг. 3 - машина в рабочем попожении, частичный разрез; на фиг. 4 - схема работымашины на различных этапах технологического процесса.Машина состоит из станины, включающей верхние 1 и- нижние 2 рамы, соеди ненные колоннами 3. На рамах установлень пескодувные головки 4. На стяжках 5 в средней части машины установлен подъемный от гияроцилиндра 6 рольганг 7 с приводными или непр иводными роликами 8. На рамах 2 соответственно, расположены подъемные от гидроцилиндров 9 стопы 10 и 11 с установленными на них обогреваемыми модельными комплектами 12 и 13 пЬлу1еанш1ей 14 и 15 верха и низа. Челночное устройство подачи полу кокилей выполнено в виде жесткой сварной рамы 16, состоящей из двух продольных балок 17 и 18 и центральной поперечной балки 19. Балки 17 и 18 расположены параллельно оси машиныТ Для увеличения жесткости балки соединены порталами, состоящими из установленных на свободных концах балок стоек 20 и траверсы 21, которая устанавливается с зазором ci относительно сопел пескодувной головки 4 и зазором 1э от. носвтеяьно полукокилей 14 и 15. Рама 16 снабжена катками 22, перемещающимися по рельсам 23. В проемах рамы симметрично относительно балки 19 расположены по четыре опоры 24 и 25 полу кокилей 14 и 15. Опоры 24 расположены на балке 19, а опоры 25 - на свободных концах балок 17 и 18. Полукокили опираются на опоры 24 и 25 своими фланцами 26. Благодаря тому, что- рама 16 выполнена жесткой и объединяет в себе оба проема с опорами полукокнлей, рельсы 23 устанавливают только под пескоду| ными головками 4. Загрузка полукокилей в машину производится ..рольгангом 27, а выгрузка рольгангом 28. Загружается полукокиль до упора в останов 29. Перемещение рамы осуществляется плунжерами ЗО, укрепленными на установленном на колонне 3 хомуте 31. Столы 10 и 11 выполнены с возможностью фиксации в промежуточном положении, что необходимо для предотвраще- ния быстрого износа торцовых уплотнений сопел пескодувной головки 4, так как исключает кзпишний контакт между НИМИ и нагретым кокилем при отверждении облицовки полукокиля во время нахождения полукокиля на модельном комплекте, а также обеспечивает возможность перемещения рамы 16 с полукокипем или без него, в то время как второй из полукокилей (или оба) находится на модельном комплекте. Устройство для фиксации подъемного стола Ю или 11 в промежуточном положетш может быть выполнено гидравлт чесжим. Машина работает следующим образом. После прихода полукокшш 14 верха на рольганг 27 рольганг 7 поднимается и верхние образующие его роликов 8 устанавливаются в одной плоскости с верхними образующими роликов рольгангов 27 и 28. Рама 16 в это время находится на правой позшши, столы 10 и 11 с модельными комплектами. 12 и 13 опу щены. Этому расположению механизмов И полукокилей схематически соответствует положение 1 на фиг. 4. После подъема рольганга 7 полукокиль 14 подается рольгангом 7 до упора в останов 29, рольганг опускается и полукокиль зависает на опорах 24 и 25 -левого проема рамы 16 (положение П) Оо , та нов удерживает на рольганге 27 полукокшть 15. Положение полукокиля 14 на рольганге 7 показано на фиг. 1 пунктирной линией. npaBbnvi плунжером ЗО рама 16 вместе с полукокилем 14 перемещается вйево, а гидроцилиндры 9 поднимают стол 10 с модельным ксмлплектом 12, которые проходят через проем рамы 16, снимают полукокиль 14с опор 24 и 25 и поджимают к соплам левой пескодувной . головки 4. После нанесения облицовки на полукокиль 14 гвдрошшиндр - 9 опускает стол 10 в промежуточное положение, при котором меиоду верхней плоскостью полуKOKtora 14 и траверсой 21, с одной стг роны, и фланцем 26 полукокшт 1.1 и отю 59S рамв 24 и 25, с другой стороны, образу зазоры. В то время как -на левой позишш ма я. ттгчлмопппеигг а -гмт гчаттюпт f тггчпчгкггмппь-. швны производятся qnepauBH с полукоко лем 14, по гкокшхь 15 загружается on санным ранее спсюобом на правую позвшз рамы 16. Взаимное положение полукокс лей рамы и столов 10 и 11 показано на фиг; 4 (положение Ш), а полукоквпь 15, загруженный на раму 16, показан на фиг. 3. Левым плушкером-ЗО рама 16 с полу. KOKHfieM 15 перемещается вправо. На попу кокиль 15 наносится облицовка и он со столом 11 и модельным комплектом 13 опускается в промежуточное положение, аналогичное положению полукокиля 14. При перемещении ра.1ы 16 полукокиль 14 остается на модельном комплекте 12 в, .промежуточном положении стола 10 и в этом положении за счет тепла модельного комплекта 12 происходит окончательное отверждение облицовки ва полукокиле (положение 1У, фиг. 4). По окончании операции с полукокнлем рама перемещается влево. По окончании отверждения облицовки на полукокиле 14 стол 10 с модельным комплектом 12 и полукркилем опускается цилиндром 9 в исходное положение, облицованный полу кокиль 14 при этом повисает на опорах 24и 25 левого проема рамы (положание У, фиг. 4). Рама 16с облицованным полукокилем 14 перемещается . По окончании отверждения облицовки происходит протяжка правого модельного комплекта 13 и облиц(ан(аай полукокиль 15 повисает на опорах 24 и 25 правого проема рамы 16 В это время происходит обслуживание Ттевогц, модельного комплекта 12, а на средней позиции машины рольганг 7 приподнимает облицованный полукокиль 14 с опор 24 25 левого проема рамы 16 и передает его на рольганг 28, а его , место занимает необлицованкый полу кокипь 14, который при опускании рольганга 7 также зависает на опорах 24 и 25рамы. Останов 29 пропускает о&лицсеанный полукоквль 14 и .удерживает необлипованный полукокиль 14. После .ухода полукокипя 14 с рольганга 27 ei4 место занимает необлицованный полукедкиль 15 низа (положение У1. Фиг. 4). t6 При перемешевнн.рамы 16 влево по лукокшш 14 подается на позгошю ва- сешш облтювки. На средней псхзншга производится выгрузка на рольганг 28 .o rtrTTjrm a B«.TV4«-k4ii9ira «m г гтс-т«акгп ОЛ облицованного полукоккля 15 зап)у ка с рольганга 27 следующего нес лицованного полукокипя 15 низа, на вой позиции машиш 1 производится обслуживание модельного комплекта 13 (положение УН, 4«tr..4). Далее цикл повторяется в указанной последовательности по мере поступления к маигане необлицованных полукокилей. В пре/шах емой машине отсутствуют простои модельных комплектов за искл1 чением времени, необходимого для их обслуживания, что обеспечивает повыш ние производительности в 1,5-1,6 раз. Формула изобретения 1.Мащииа для нанесения облицовки m ко11сили, включающая станину, подъемный рольганг, расположённые по обе cTopoGSJ от него пескодувные гоаговки к подъемные стода с установленными ва них обогреваемыми модельными комплектами, раму подачи полукокилей, подвижную в нащзавлэнии продольной оси машины, и опоры для полукокилей, смонтвровашоле на раме, отличаю щ. а я- с я тем, что, с целью увеличения про водительвости машины, рама выполнена в виду двух продолышх балок н центральной поперечной балки, при этсн опорл для полукокилей размещены симметрично относительно центральной похюречвой балки я часть вз них смонтирована на концах продольных балок. 2.Машина по п. 1, о т л и ч а ю -. щ а я с я тем, что концы продольных балок соединены порталами, поперечная часть которых установлена с зазорами относительно госкодувной головки н верхней плоскости полукокнля. 3.Мащина по п. 1, о т л к ч а ю - щ а я с я тем, что она снабжена устройством фиксации подъемного стола. Источники информации, принятые во внимание при аксперткзе 1. Авторское свидетельство СССР №420388, кл. В 22 D 15/О4, 1974.
(Pae.l
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА КОКИЛИВ ГМ SФ01Щ внш^^рт^е | 1973 |
|
SU420388A1 |
| Машина для нанесения облицовки на кокили | 1974 |
|
SU488655A2 |
| Машина для нанесения облицовки на кокили | 1973 |
|
SU474392A1 |
| Устройство для загрузки полукокилей в агрегат нанесения облицовки | 1974 |
|
SU499957A1 |
| Пескодувная установка карусельного типа | 1981 |
|
SU1006043A1 |
| Пескодувная машина для нанесения облицовки на кокиль | 1982 |
|
SU1129016A1 |
| Подьемно-поворотный механизм машины для нанесения облицовки на кокили | 1975 |
|
SU522898A1 |
| Манипулятор загрузки кокилей в агрегат нанесения облицовки на кокили | 1970 |
|
SU687682A1 |
| Поточно механизированная линия получения отливок | 1972 |
|
SU441101A1 |
| Линия литья в облицованные кокили | 1990 |
|
SU1770056A1 |