тельное) перемещение не модельных ком плектс, как это имеет место в обычных ТформоЁочгныя: машинах:,, а полукокйлей, В связи с этим попукокили в машине AoraKHV распопагаться с определенным гарантирован g Шм j зазорЬм, величина которого определщет-. ся конкретной конструкцией модельных ком- . плектсж и устройств перемещения полукокк™ к кю. ТКроме того, необходимо обеспечит :воаможаос ть работы агрегата в сяедующиж ||0 трех основйых вариантах: - циклическая рабСИ, та, загрузка полукокилей в начале работы, выгрузка полукокилей при перерыве в ра боте.
В случае толкания кокиля кокилем обес- g печйтъ работу в режиме вьп рузки полукоквлей при перерыве в невозможно, а оставлять их в агрегата по вышеприведенным соображениям недопустимо (нарушение тепло вето режима).i20
Известны устройства для одновременной загрузки-выгрузки двух CXIOK, например устройство подаШ опок в формовочную машв , ну, применяемое в .автоматической формо- ; в очной линии. Устройство включает систему 28 приводных и неприводных рольгангов, управ- ляемые от пневмоцилиндрс упоры и отсе- катели, пневмотолкатели. В этом устройст ве перемещение по неприводному юпьганг) загружаемых в машину опок происходит с помощью пневмотопкателя, выгрузка из машины (юанных опок осуществляется выталкиванием их парой пустых опок, т.е. опэки упираются друг в друга, зазор между ними отсутствует, что не отвечает особен- 35 ностям технологическсго процесса литья в облицованные к(жипи (толкание кокиля кокилем ветфиемлемо.
Цель изобретения - создание высоксетроизводительного устройства загрузки полукоки лей в агрегат нанесения облицовки, отвечаю щего особенностям процесса.
Это достигается тем, что распределнтель-ц кый блок выполнен в виде трехсекционного 45 .шлюза пар полукокилей и фиксатора перво--. го полукокиля, причем упор первой секции шлюза одновременно служит фиксатором второго полукокиля, запечные элементы упо- ; ра первой секции шлюза и фиксатора выполг- |g0 иены в вида качающихся рычаге, а рычаг упора снабжен стопором, которым служит поршневой цилинщз, не связанный с рычагом.
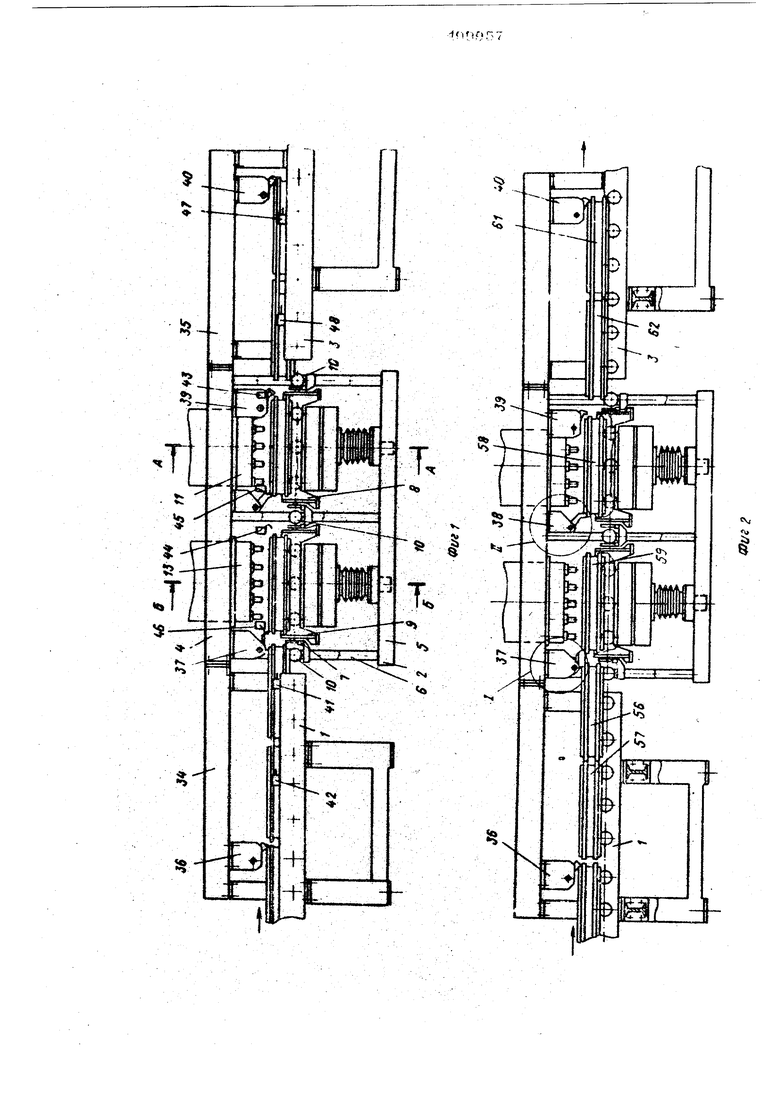
На фиг. 1 изображено предлагаемое устройство, обший вид на фиг. 2 « продоль«.Л5 ный разрез по оси загрузки полукокилей в агрегат нанесения облицовки; на фиг. 3 и 4 - поперечные разрезы по осям ; мешения полукокилей от позиций загрузкн выгрузки агрегата нанесения облицовки к К
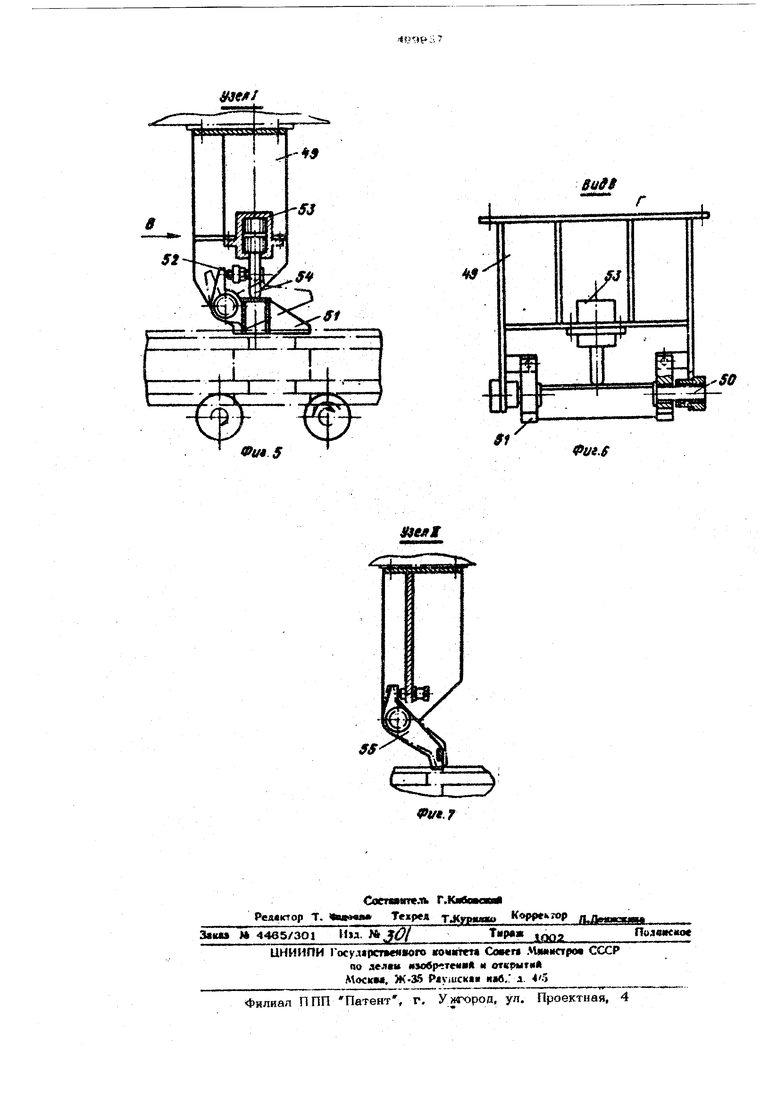
Людельным комплектам и обратно (разрезы по А-А и Б-Б на фиг. 1); на фиг. 5 , узел 1 на фиг. 2; на фиг. 6 -, вид по стреп ке В на фиг. 5; на фиг. 7 -.узел Г на фйг. 2.
Устройство состоит из приводного роль- Ганга 1 загрузкй полукокилей в агрегат 2 нанесения облицовки и приводнсяго рольганга 3 выгрузки полуксжилей из агрегата 2.
Агрегат 2 включает верхнюю 4 и нижнюю 5 сборные рамы, соединенные колоннами 6. На колоннах 6 расположены рельсы 7, по которым в направлении, перпендикуляр ном движению полукокилей по рольгангам 1 к 3. перемешаются каретки 8 и 9 с опо« рами для полукокилей. На колоннах же емш тированы промежуточные шейные ролики 10.
На верхней раме 4 (см, фиг. 3 и 4) уо танс©пены пескодувные головки 11 - 14, ; на крайних познаиях нижней рамы 5 - подъ емные стопы 15 - 18 с модельными ком-. -рпектами 19 - 22, а на средних -. подъемные столы 23 и 24,
Столы 23 и 24 выполнены в виде плат формы 25, которая перемещается вертикально по двум скалкам 26 с помощью силовоь, го цилиндра 27. На платформе 25 установлены бортсеые рещгктс ы 28 и 29 с ксшсол ными приводными роликами 30. Привод ре-. дуктора,29 осуществляется от гидродвигате ,ля 31, а через соединительный вал 32вра11 в ние передается на шестерни редуктора 28. Ролики ЗО установлены на валах соосно с ведущими mecTepHiiMH 33.
На рольгангах 1 а 3 установлены порта- пы 34 и 35. К порталу 34 подвешен отсе- катель 36 зоны загрузки, к средней части верхней рамы 4 подвешены упер 37 входа в агрегат 2, фиксатор 38 первс го полуко киля и упор 39 выхода из агрегата 2, к пор талу 35 подвешен упор 4О зоны выгрузки.
Отсекатель 36 и упоры 37, 39 и 4О образуют трехсекционный шлюз пар полуко килей, первая секция которсн о ограничена упором 37 и отсекателем 36, вторая упо;рами 39 и 37, третья - упорами 4О и 39. Наличие шлюза обеспечивает возможность однсжременнсйго перемещения полуксжмлей находящихся в разных зонах, с последующим разделением их потока., Трехсекцисжяый шлюз и фикратор 38 в совоку пности образуют {распределительный блок,
Но ходу перемещения полукокилей установлены путевые датчики 41 и 42 наличия . лукокилей в зоне загрузки (первая секция щ/цоаа), датчики 43 и 44 наличия полукежйлей в агрегате 2 (вторая секция шлюза), датчики 45 и 46 наличия полукокилей на
5.б
рабочих позициях агрегата 2 и датчики 47 23 и 24 опускаются, полукокили зависают и 48 наличия попукшилей в зоне выгрузки i на стторах 60 кареток 8 и 9, котсчзые траниа агрегата 2 (третья секция шлюза),i спортйруют последние к модельным комппе15
Упор 37 включает станину 49, в которой |там 19 и 22 {см, фиг. 3 и 4), на цапфах 50 качается диуштечий рычаг &} По окончании ийкла происходит его пов
51. Так как центр тяжести рычага 51 сме ;шен от оси псжорота, он под собственным
; весом занимает нижнее положение, шраде- ной облицшкой ходом кареток 8 и 9 возврат пяемое упорными винтами 52. На станинешаются на среднюю позицию и при подъеме
49.также расположен поршневой цилинщэ 10 53, при выдвинутом штоке 54 фикся
рует рычаг 51 в нижнем положении. Фор-кокилей передается к модельным комплектам
ма нижнего конца 51 такова, что . 2О и 21. После этого начинается цикличная задняя (по ходу полукокилей) его часть слу- |работа агрегата (команда подается системой жит упором первой секции шлюза, а перед- 5 :автоматики, учитывающей наличие полукокиц :няяфиксирует полукокиль на рабочей поэи- агрегате).
i ции при его реверсировании рольгангом сто j Загрузка полукокилей в агрегат 2 при ла 24 (см. фиг. 4), автоматически закрывая этом происходит аналсгично вышеописанновозврат из второй секции шлюза в первую. |му циклу, однако, упс 39 открыт, и облиКонструкция фиксатора 38 аналсягичйа, од-ЯО; Цованные полукокили 58 и 59 рольгангами нако рычаг 55 в этом отсекателе не фикси Гстолш 23 и 24 и рольганг см 3 передаются руется цклиндаом.; до упера 40, занимая шределенное положегКонструкция отсекателя 36 и упоров 39 ;НЯе. Полуксжили 61 и 62 полностью нахо и 40 идентичны. По своей конструкции они :дятся на рольганге 3, а полукокили 58 и аналогичны 37 и ртлвнаются от него 28 59 - на рольгангах столда 23 и 24, благоформой рычага и постоянной шарнирной свя. Даря чему, при реверсе рольганге® столов зью между рычагом и цилиндр, т.е. подъем 23 и 24 полукокили 58 и 59 занимают раи опускание рычага происходят только прибочее положение,, а полукокили 61 и 62 оопс саци цилиндра.i таются на рольганге 3. Далее в агрегате
Устройство может работать в трех режи 30: 2 кикл продолжается, как это было описано, мах: основной режим .(цикличная работа), ре- | выше, упор 40 открывается, полукокили 61 жимы загрузки (начало работы) и выгрузки 1 и 62 выходят за пределы зоны выгрузки (| кончание работы).-(третья секция шлюза), упор 4О закрывается.
В режиме загрузки устройство работает Работа системы сблокирована таким образом ,| следующим образом (см. фиг. 1 и 2).851что включение прямого хода рольганг ж cTtvПосле прихода полуксжилей верха 56 илов 23 и 24 может быть произведено лишь
:низа 57 на yncq 37 ;отсекатвпб; 36 закры- |при закрытом упоре 4О и свободной тре вается, столы 23 и 24 поднимаются, фикса-; |Тьей секции шлюза (контролируется датчикйтор 37 отводится, включаются роль- ;МИ 47 и 48).
ганги столов 23 и 24, и полукокили 56 и ,40 Работа в режиме выгрузки происходит 5 отклсияя рычаги упора 37 и фиксатсра аналогично цикличной работе, но упс 37 38j движутся до упора 39. После этого|при этом постоянно закрыт. Сигнализация
. включается реверс рольгангов столов 23 и о наличии полукмсилей в том или ином шлю- iS4 И; лолукокили 58 и 59 реверсируются до 1зе и на рабочих позициях агрегата осу-
упсфов в рычаги 37 и фиксатора 38j, шествляется соответствуюшими датчиками ; занимая определенное положение. Так как141 - 48.
зазор между полукокилями 58 и 59 аначн тельно Гмв 5ПЬ1Ш- их длины, то рычаг фиксатора 38 скользит по верхней плоскости .
лукокиля 59, а затем упирается в верхнюю Формула изобретения кромку полукокиля 58. Полукокили снабжены , Устройство для загрузки полукокилей в фланцами, которые обеспечивают наличие.агрегат нанесения облицсеки, содержащее
зазора между торцами рабочих пс®ерхностей j приводные рольганги, каретки перемещения : полукокилей (даже при их контакте друг с . полукокилей в (направлёнит,перпендикулярном другом).; движению послР1Них, подъемные, столы с при-
После прихода полукокилей на рабочие водными реверсивными рольгангами, распозиций рычагynojja 37 фиксируется цилинд- пределительный блок и cHCfesfy путевого к(жт: ром, отсекатель 36 открывается, и новая. роля, отличающееся тем, что, с
пара полукокилей подается на загрузк jej3- целью совмещения потарной загрузки необвую секцию шл10за. В то же время столы: лицованных полукокилёй в агрегат с вьтгруэ-
499957
торение в той же последовательное г, но о той разницей, что полукокили с нанесен
столов 2 и 24;устанавливаются на последних а вйовьзагруженная пара полу.
кой обпииоаанных, разделения; сплошного потока лолукокилей и их фиксации на рабочих подяциях с определённым между смежными п.Ш1укоки}Ш(Яи; распределительный блок вьтолнен в виде трехсекиионного , за пар полуклкилей, включающего послвдовд тельво установленные отсекатель и упоры, . и фиксвт фа рабочей позиции полукед 1яля, Причем запорный элемент упора первой секции шлюза однсеременно является : фиксатор(л рабочей позиции второго полу-кокиля.
; 2. Устройство по п, 1, о т л и ч а юш е е с я тем, что запечные элементы первой секции шлюза, снабженного стопором в виде ncf)uraeBoro цилиндра и фиксатора рабочей позиций первого полук(Жиля, .выполнены в виде качающихся рычагов. 30 А-А Zf 27 f

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия литья в облицованные кокили | 1987 |
|
SU1528610A1 |
| Машина для нанесения облицовки на кокили | 1973 |
|
SU474392A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА КОКИЛИВ ГМ SФ01Щ внш^^рт^е | 1973 |
|
SU420388A1 |
| Машина для нанесения облицовки на кокили | 1981 |
|
SU984657A1 |
| Автоматическая линия центробежного литья в облицованные кокили | 1978 |
|
SU764842A1 |
| Устройство для разборки и очистки облицованных кокилей с горизонтальным разъемом | 1979 |
|
SU859022A1 |
| Линия литья в облицованные кокили | 1990 |
|
SU1770056A1 |
| Манипулятор разборки облицованных кокилей | 1981 |
|
SU996094A1 |
| Линия литья в облицованные кокили | 1986 |
|
SU1435387A1 |
| Машина для нанесения облицовки на кокили | 1974 |
|
SU488655A2 |

28 25 31
9U9.5
Ва9В
0Ui.S
