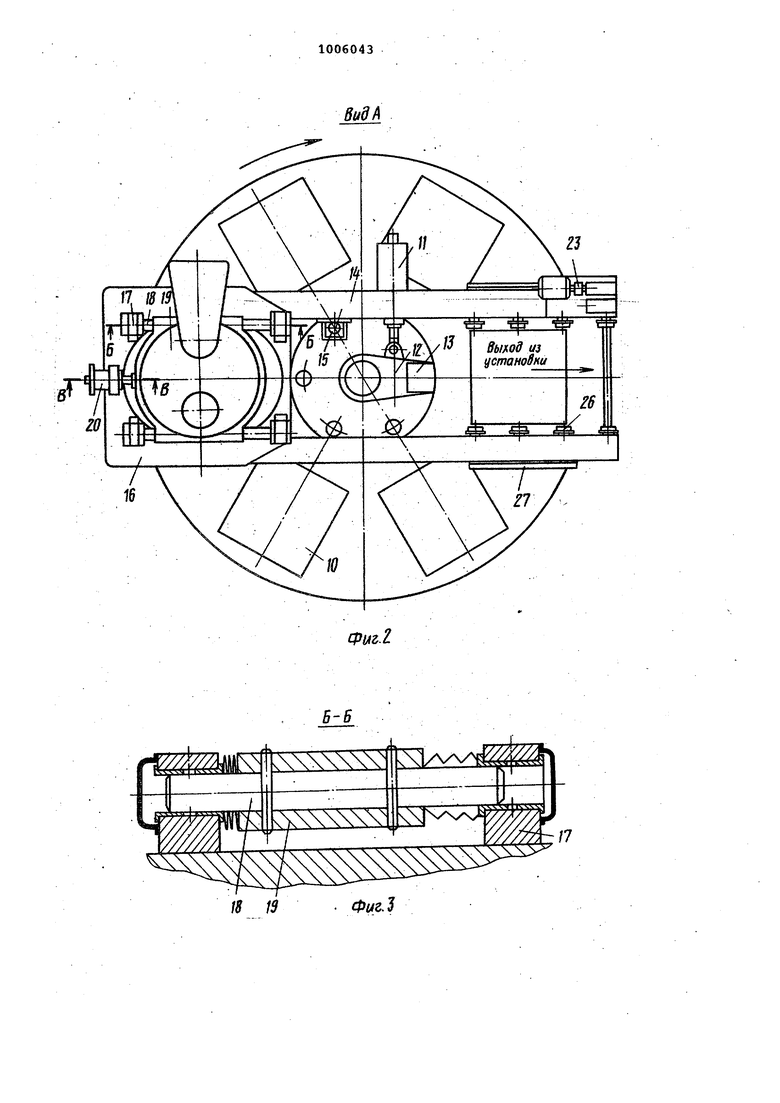
Изобретение относится к литейному производству, в частности к получению отливок в облицованных кокилях на автоматических линиях. Изв-естна пескодувная установка для изготовления форм и стержней из химически твердеющих смесей, в состав которой входит рабочий ре зервуар, перемещающийся на одну из трех ПОЗИЦИЙ загрузки, задува сме си, удаления излишка смеси. Рабочи резервуар перемещается по направля ющим колоннам с помощью двух гидра цилиндров, корпуса которых прикреп лены к балке, опирающейся на колон ны. При работе машины балка жестко фиксируется относительно станины винтами 1.. Недостатками установки являются невозможность производить без пред варительной переналадки задув смеси в формы с различным расположением задувных отверстий и невысокая про водительность , обусловленная необх димостью проводить большой объем подготовительных ручных операций при переналадке. Наиболее близкой к изобретению по технической сущности и достигаемому результату является пескодув но-карусельная четырехпозиционная машина, входящая в состав автоматической, линии --яля получения отливок в облицованных металлических формах, которая включает пескодувную головку с приводом горизонтального перемещения, смонтированную на верх ней плите станины, подъемные столы и поворотный стол с модельными комплектами. Для установки и съема форм служат манипуляторы . Недостатком этой установки, кроме недостатков предыдущей установки является значительное время, затрачиваемое на перестановку специальными манипуляторами форм для изготовления отливок. Цель изобретения - расширение технологических возможностей установки. Поставленная цель достигается тем, что пескодувная установка, вкл чающая пескодувную головку с приводом горизонтального перемещения, смонтированную на верхней плите ста нины, подъеглные столы и поворотный стол с модельными комплектами, снаб жена смонтированным на основании станины приводным рольгангом, ролики которого выполнены консольными с возможностью перемещения вдоль оси вращения, а привод горизонтгшьного перемещения пескодувной головки выполнен с регулируемым ходом. На фиг. 1 изображена установка,, продольный разрез; на фиг. 2 - вид на фиг. 1, на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - раэрез Г-Г на фиг. 1. Пескодувная установка содержит станину, на основании 1 которой на стойках 2 смонтирован приводной рольганг 3. На основании 1 станины установлены подъемные столы 4 и 5 с приводами 6 перемещения и опорные ролики 7 поворотного стола 8, размещенного на центральной оси 9. В гнездах стола 8 размещены обогреваемые модельные комплекты 10 для верхних и нижних полуформ. Для поворота стола 8 на один шаг предусмотрен привод, например, гидроцилиндр 11, соединенный с водилом 12 и фиксатором 13 поворота. На балке 14рольганга 3 закреплен фиксатор 15для фиксирования стола 8 в определенном положении. На верхней плите 16 станины смонтированы кронштейн 17 с гнездами, внутри которых размещены подвижные направляющие 18. На подвижных направляющих 18 установлена пескодувная головка 19 с приводом 20 горизонтального перемещения, например, гидроцилиндром. Для регулировки крайних положений пескодувной головки 19 при горизонтальном перемещении предусмотрен винт 21 и грибовидный стержень 22, взаимодействующий с резьбовым концом штока гидроцилиндра привода 20. Привод 23 рольганга 3, например электромеханический, соединен цепной передачей со звездрчкой 24, сидящей на валу 25, выполненном с возмож ностью перемещения вдоль оси вращения, на конце которого размещен консольнь1й ролик 26. При входе на установку и выходе с нее ролики 26 приводного рольганга 3 на участках, длина которых равна длине металлической,формы, связаны между собой траверсой 27 . в группы. Пескодувная установка работает следующим образомi Верхняя прловина металлической формы по рольгангу 3 подается под надувную плиту 28 пескодувной головки 19, которая при этОм с помощью привода 20 устанавливается в положении, при котором оси надувных отверстий в надувной плите 28 совпадают с осями задувных отверстий в верхней половине металлической формы. Затем подъемньгй стол 4 посредством привода, например, гидроцилиндра поднимается, снимает со стОла 8 модельный комплект 10, соответствующий верхней половине металлической формы. Так как конструкция пескодувной установки предусматривает, что ширина подъемного стола
4 и модельного комплекта 10 меньше расстояния.между Горцами сведенных роликов 26 рольганга 3, подъемный стол 4 с модельным комплектом 10 проходит между роликами 26 рольган га 3, вводит модель в металлическую форму и при дальнеЙшем движении вверх .снимает верхнюю половину металлической форкы с роликов 26 рольганга 3 и поджимает ее к надувной плите 28. После этого производится задув смеси в зазор между моделью и рабочими поверхностями металлической формы, по Ькончании которого ролики 26 разводятся, а подъемный стол 4 вместе с модельным комплектом и верхней полойиной ме аллической формы опускается, при этом модельный кo fплeкт и верхняя половина металлической формы проходят между разведенными роликами 26 и устанавливаются На поворотном столе В для отверждения смеси, а подъемный стол 4 уходит в крайнее нижнее положение.
При достижении подъемным столом 4 крайнего нижнего положения ролики 26 рольганга 3 при помощи привода, например- гидравлического, встроенного в балку 14 рольганга 3,сводятся так, что размер между их ребордами соответствует ширине металлической фор1Ф1, а пескодувная головка 19 перемещается -в положение для задува нижней половины металлической формы, имеющей смещенное по сравнению с верхней половиной металлической формы расположение задувных отверстий. При этом стол 8 гидроцилиндром 11 поворота, уста- . новленном на водиле 12, поворачивается на шаг, и под пескодувной головкой 19 оказывается модельный комплект, соответствукшшй нижней половине металлической формы, после чего цикл задува повторяется.
На выходе из установки металлическая форма, с отвержденной облицовкой оказывается над подъемным столом 5, который, поднимаясь вверх, снимает модельный комплект с находящейся на нем металлической формой со стола 8 и приходит в крайнее верхнее положение, перемещаясь между разведенными роликами 26 так, что металлическая форма оказыбается вьше образующих роликов 26 рольганга 3, после чего ролики 26 сводятся, а подъемный стол 5 с модельным,
0 комплектом опускается вниз. Металлическая форма остается на роликах 26, а модельный комплект вместе со столом 5 проходит между роликами 26 и при дальнейшем ходе модельный
5 комплект устанавливается на поворотном столе 8, а подъемный стол 5 приходит в крайнее нижнее положение. При включении привода 23 роль;Ганга 3 металлическая форма выводится из установки, а ролики 26 зани0мают первоначальное (разведенное) положение, после чего цикл съема со стола 8 (после его поворота на один шаг) повторяется.
При переходе пескодувной уста5новки на работу с металлическими формами, имеющими отличное от префадущих размещение згадувтлх отверстий в верхней и нижней половинах, установка крайних положений горизон0тального перемещения пескодувной головки 19 осуществляется посредством винта 21 и грибовидного стержня 22, взаимодействующего с резьбовым концом штока гидроцилиндра привода 20.
5
Применение предлагаемого устройства позволяет расширить технологические возможности установки и повысить производительность, как не0посредственно установки , так и линий в целом, в случае использования в них пескодувных установок. Кроме . того, конструкция предлагаемой пескодувной установки более проста по
5 сравнению с известными и имеет бо;лее низкую стоимость, так как отпадает необходимость в манипуляторах.
Ф1/1г.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для нанесения облицовки на кокили | 1973 |
|
SU474392A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА КОКИЛИВ ГМ SФ01Щ внш^^рт^е | 1973 |
|
SU420388A1 |
| Поточно механизированная линия получения отливок | 1972 |
|
SU441101A1 |
| Подьемно-поворотный механизм машины для нанесения облицовки на кокили | 1975 |
|
SU522898A1 |
| Машина для нанесения облицовки на кокили | 1981 |
|
SU984657A1 |
| Установка для изготовления литейных стержней | 1975 |
|
SU561607A1 |
| Карусельно-челночная формовочная машина | 1987 |
|
SU1444059A1 |
| П. К. С К. М. Овсянников, М. И. Вишнев, И. Е. Шуб, Р. И. Шварцман, С. А. Казенов, В. А. Кудрявцев и Г. В. Малаховский''^'С: | 1969 |
|
SU235924A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |

ПЕСКОДУВНАЯ УСТАНОВКА КА- РУСЕЛЬНОГО ТИПА, включающая пескодувную головку с приводом горизонтального перемещения, смонтированную на верхней плите станины, подъемные столы и поворотный стол с модель. ными комплектами, отличающаяся тем что, с целью раеяяй рения технологических возможностей, она снабжена смонтированньм на основании станины приводньт рольгангом, ройики которого выполнены консольными с возможностью перемеа ения (ВДОЛЬ оси вращения, а привод горизонтального перемещения пескодувной головки выполнен Ъ регулируемым ходом. сл о о 4 W
f
Фиг. J
18 13
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США 3899019, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Снежной Р | |||
| Л., Серебро В; С., Рывкис Я | |||
| М., Рабинович Б | |||
| Ъ | |||
| Основы и комплексная механизация получения отливок из черных сплавов в облиигованных кокилях | |||
| - Литейное производство, 1973, 11, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
