1
Изобретение относится к области литейного производства, точнее к производству отливок способом литья в облицованные кокили.
Б современных машинах для на}1есения облицовки на КОКИЛИ обязательной операцией является осмотр и обслуживание (очистка, онрыскивание) моделей, что гарантирует высокое качество формы.
При нанесении облицовки на .крупногабаритные КОКИЛИ, что имеет место в современных линиях литья в облицованные кокили, обслуживание горизонтально установленной модели (размером плиты ЮООХЮОО мм и более) затруднено или невозможно, в связи с чем подмодельную плиту целесообразно выполнять качающейся, что облегчает ее осмотр и обслуживание и обеспечивает доступ к частям модели, удаленным и скрытым от Оператора при горизонтальном положении .модели.
Известен подъемно-поворотный механизм, включающий подъемный стол с приводом и поворотную подмодельную плиту, ось качания которой расположена на периферии подъемного стола 1.
Целью изобретения является механизация и повыщение надежности фиксации поворотной подмодельной плиты в горизонтальном
положении во время протяжки модели из кокиля.
Это достигается тем, что предлагаемый механизм снабжен приводом поворота подмодельной плиты, при этом цапфы качания поршневого цилиндра привода поворота подмодельной плиты расположены в подъемном столе, а шток шарнирно связан с поворотной подмодельной плитой.
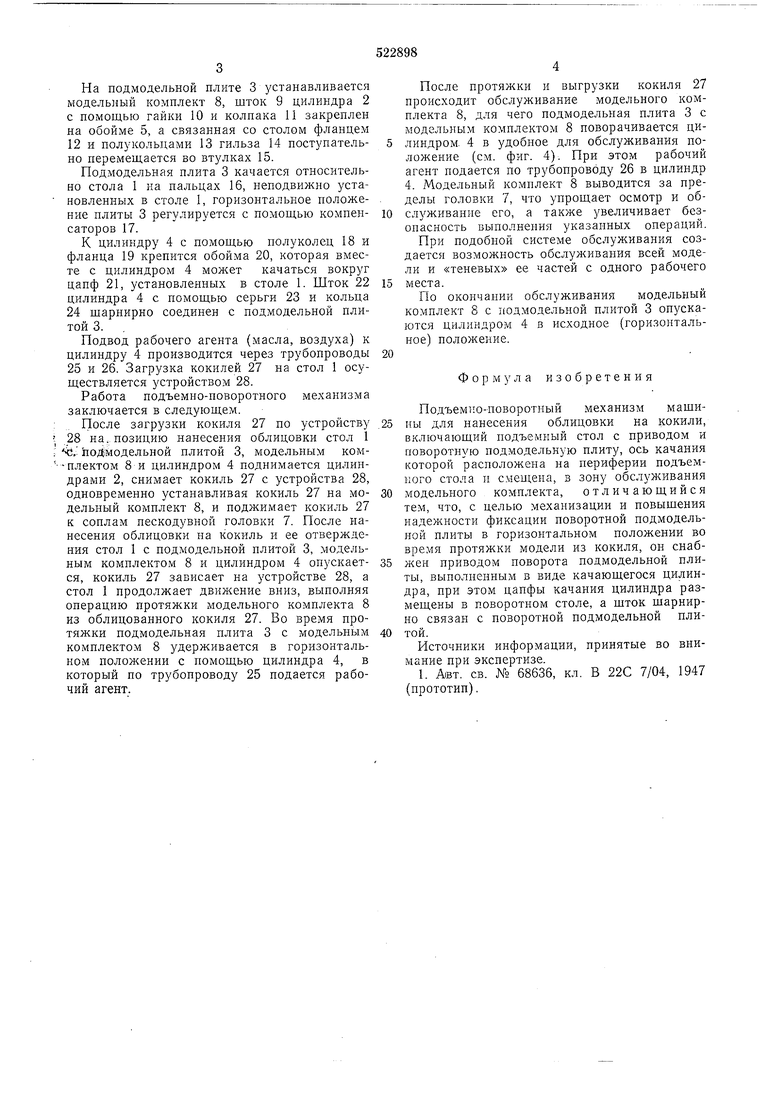
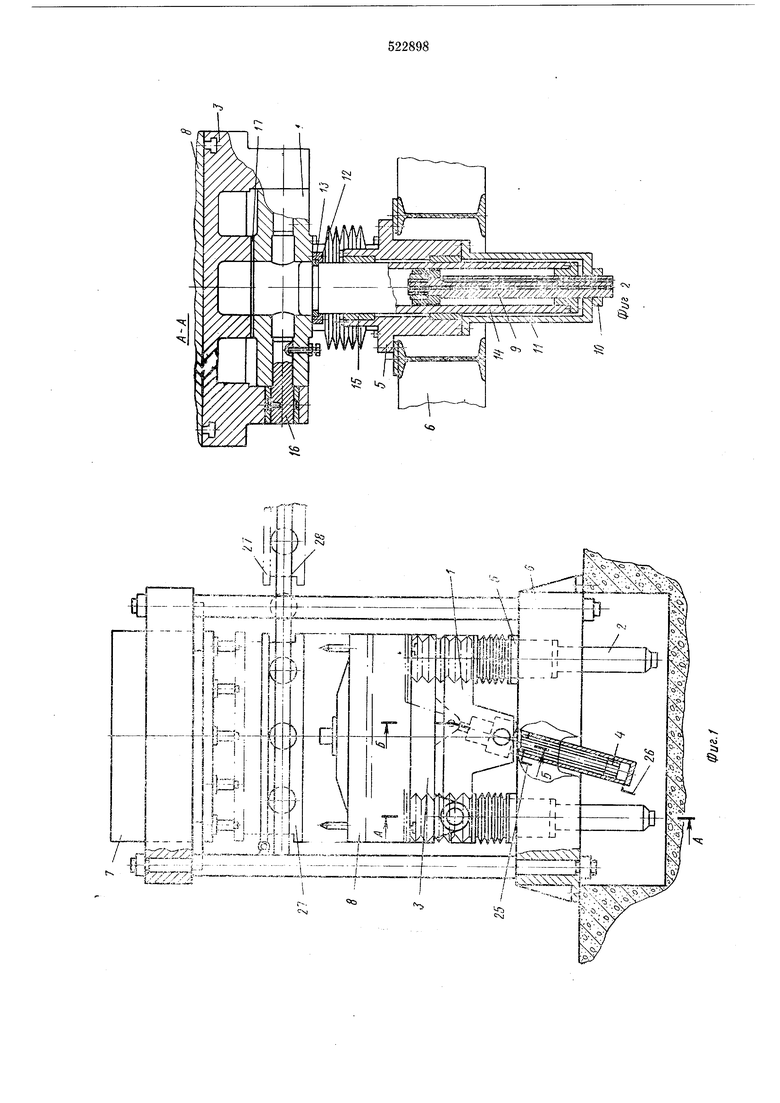
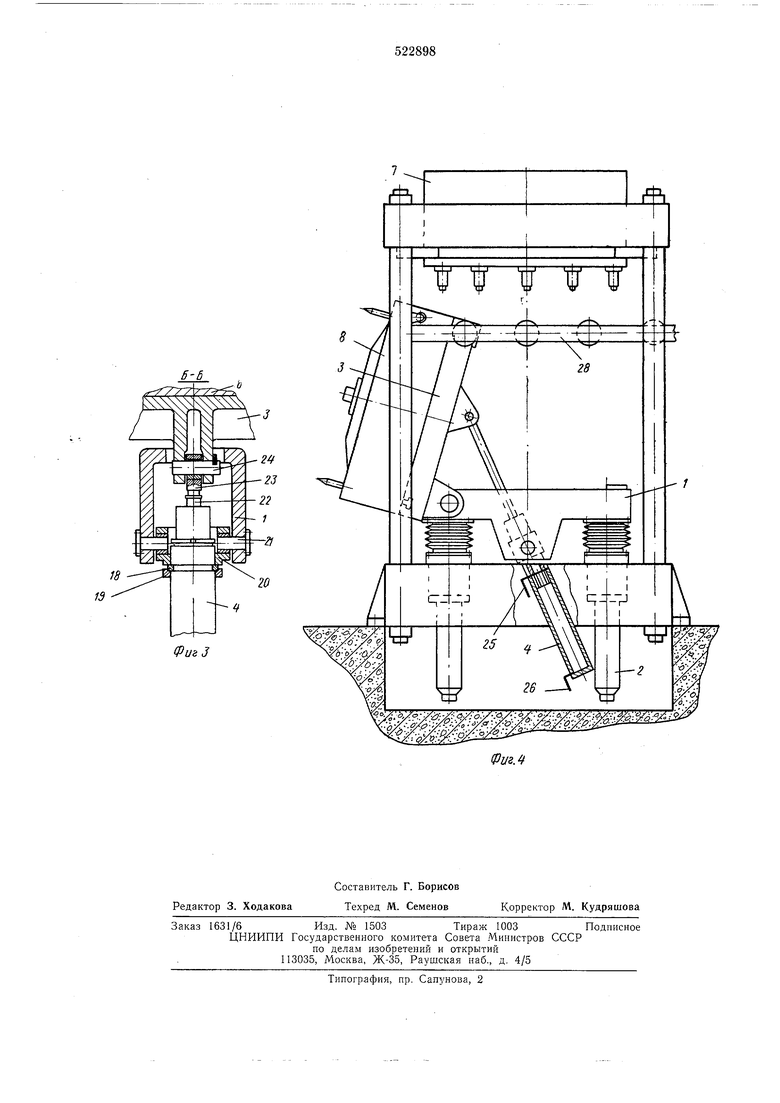
На фиг. 1 изображен предлагаемый подъемно-поворотный механизм, общий вид; на фиг. 2 - шарнирное крепление подмодельной плиты к столу (разрез по А-А на фиг. 1); на фиг. 3 - крепление качающегося гидроцилиндра привода поворота к подъемному столу и подмодельной плите (разрез по Б-Б на фиг. 1); на фиг. 4 - положение подъемноповоротного механизма во время обслуживания модели.
Подъемно-поворотный механизм состоит из подъемного стола 1 с приводом перемещения от цилиндров 2 и щарнирно установленной на нем подмодельной плиты 3 с приводом от качающегося порщневого цилиндра 4.
Цилиндры 2, несущие стол, смонтированы в обоймах 5, установленных на станине 6 мащины для нанесения облицовки на кокили. Б верхней части станины 6 установлена пескодувная головка 7 с надувной плитой и сопламп.
На подмодельной плите 3 устанавливается модельный комплект 8, шток 9 цилиндра 2 с помощью гайки 10 и колпака 11 закреплен на обойме 5, а связанная со столом фланцем 12 и полукольцами 13 гильза 14 поступательно перемещается во втулках 15.
Подмодельная плита 3 качается относительно стола 1 на пальцах 16, неподвижно установленных в столе 1, горизонтальное положение плиты 3 регулируется с помощью компенсаторов 17.
К цилиндру 4 с помощью полуколец 18 и фланца 19 крепится обойма 20, которая вместе с цилиндром 4 может качаться вокруг цапф 21, установленных в столе 1. Шток 22 цилиндра 4 с помощью серьги 23 и кольца
24щарнирно соединен с подмодельной плитой 3.
Подвод рабочего агента (масла, воздуха) к цилиндру 4 производится через трубопроводы
25и 26. Загрузка кокилей 27 на стол 1 осуществляется устройством 28.
Работа подъемно-поворотного механизма заключается в следующем.
, После загрузки кокиля 27 по устройству 28 на. позицию нанесения облицовки стол 1 Ч;, подмодельной плитой 3, модельным ком-плектом 8 и цилиндром 4 поднимается цилиндрами 2, снимает кокиль 27 с устройства 28, одновременно устанавливая кокиль 27 на модельный комплект 8, и поджимает кокиль 27 к соплам пескодувной головки 7. После нанесения облицовки на кокиль и ее отверждения стол 1 с подмодельной плитой 3, модельным комплектом 8 и цилиндром 4 опускается, кокиль 27 зависает на устройстве 28, а стол 1 продолжает движение вниз, выполняя операцию протяжки модельного комплекта 8 из облицованного кокиля 27. Во время протяжки подмодельная плита 3 с модельным комплектом 8 удерживается в горизонтальном положении с номощью цилиндра 4, в который по трубопроводу 25 подается рабочий агент.
После протяжки и выгрузки кокиля 27 происходит обслуживание модельного комплекта 8, для чего подмодельная плита 3 с модельным комплектом 8 поворачивается ци5 линдром- 4 в удобное для обслуживания положение (см. фиг. 4). При этом рабочий агент подается по трубопроводу 26 в цилиндр 4. Модельный комнлект 8 выводится за пределы головки 7, что упрощает осмотр и об0 служивание его, а также увеличивает безопасность выполнения указанных операций. При подобпой системе обслуживания создается возможность обслуживания всей модели и «теневых ее частей с одного рабочего
5 места.
По окончании обслуживания модельный комплект 8 с подмодельной плитой 3 опускаются цилиндром 4 в исходное (горизонтальное) положение.
Формула изобретения
Подъемно-поворотный механизм мащи5 иь для нанесения облицовки на кокили, вклЕочающий подъемный стол с приводом и поворотную подмодельную нлиту, ось качания которой расположена на периферии подъемного стола и смещена, в зону обслуживания
0 модельного комнлекта, отличающийся тем, что, с целью механизации и новыщения надежности фиксации поворотной подмодельной плиты в горизонтальном положении во время протяжки модели из кокиля, он снабжен приводом поворота подмодельной плиты, выполненным в виде качающегося цилиндра, при этом цапфы качания цилиндра размещены в поворотном столе, а щток щарнирно связан с поворотной подмодельной пли0 той.
Источники информации, принятые во внимание при экспертизе.
1. AIBT. св. № 68636, кл. В 22С 7/04, 1947 (прототип).
to к
f
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для нанесения облицовки на кокили | 1981 |
|
SU984657A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА КОКИЛИВ ГМ SФ01Щ внш^^рт^е | 1973 |
|
SU420388A1 |
| Линия литья в формы преимущественно кокили,облицованные жидкими самотвердеющими смесями | 1983 |
|
SU1119219A1 |
| Машина для нанесения облицовки на кокили | 1974 |
|
SU488655A2 |
| Блок разборки-сборки кокилей с моделями кантовки кокилей и изменения направления движения моделей линии литья в облицованные кокили со скользящей оснасткой | 1976 |
|
SU607648A1 |
| Оснастка для нанесения термоизоляционной облицовки на кокили | 1973 |
|
SU468703A1 |
| Пескодувная установка карусельного типа | 1981 |
|
SU1006043A1 |
| Машина для нанесения облицовки на кокили | 1973 |
|
SU474392A1 |
| Поточно механизированная линия получения отливок | 1972 |
|
SU441101A1 |
| Линия литья в облицованные кокили | 1990 |
|
SU1770056A1 |
5-b
20
Фиг 5
