1
Известно устройство для сварки неповоротных стыков труб, содержащее корпус, связанный с зажимным центрирующим устройством, планшайбу с шарнирно установленной на кронштейне горелкой п копир.
Однако копир, выполненный из двух половин, закрепленных на корпусе и снабженных пазом, соответствующим форме шва свариваемого изделия, усложняет конструкцию устройства, причем количество копиров равно произведению количества диаметров свариваемых труб на количество разных форм соединений.
Цель изобретения - упрощение конструкции.
Это достигается тем, что в предлагаемом устройствекопир выполнен в виде трех копирующих поверхпость трубы роликов, два из которых связаны с кронштейном, подвижно установленным через промежуточную ось на планшайбе, а третий связан с горелкой, имеющей возможность перемещения относительно кронштейна посредством реечной шестерни, установленной на кронштейне, причем третий ролик и горелка симметрично расположены между двумя первыми.
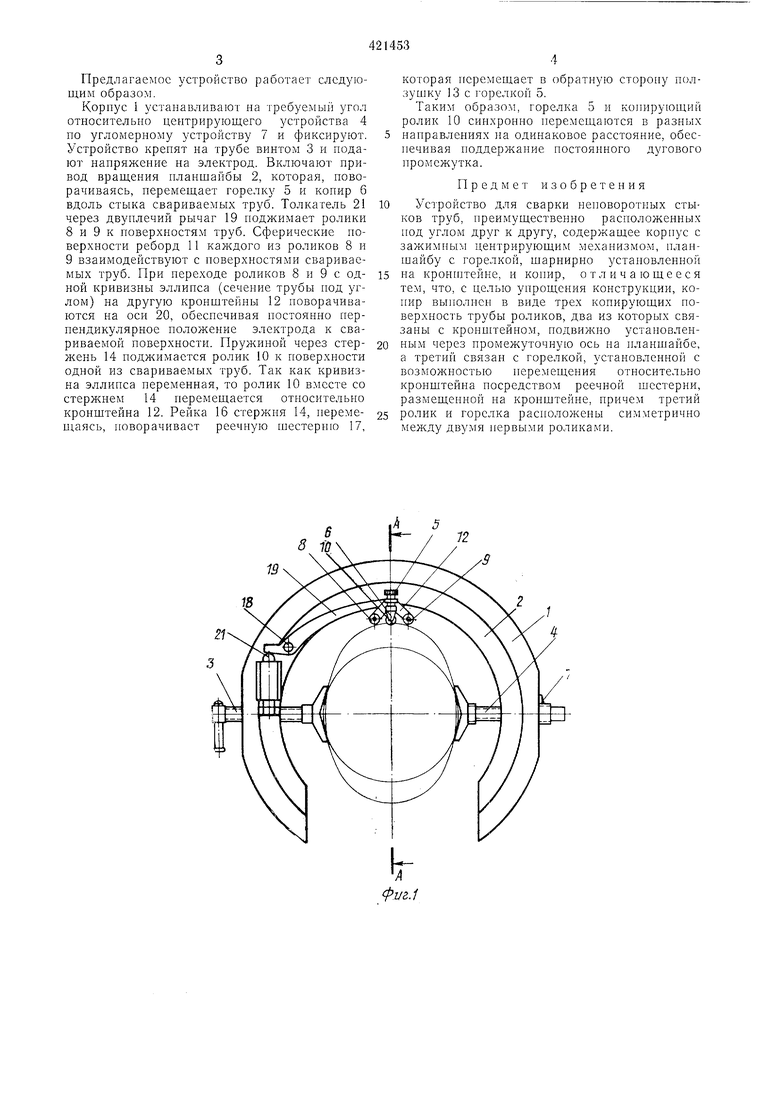
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - разрез по А-А на фиг. 1.
Устройство состоит пз корпуса 1, планшайбы 2 с приводом (на фиг. не показан), зажимного винта 3, центрирующего устройства 4, горелки 5 и копира 6. Корпус 1 установлен с возможностью поворота относительно центрирующего устройства 4, которое соединено с угломерным устройством 7. Копир 6 выполнен в виде трех копирующих роликов 8--10. Роликп 8 и 9 выполнены в виде катуиюк со сферическими ребордами 11 п устаповлепы на кронштейне 12 с возможностью вранхения относительно своей оси. На кронштейне 12 установлены с возможностью перемещения горелка 5 и ролпк 10. Горелка соединена с кронн1тейном 12 посредством ползушки 13, а ролик 10 - ПОДВИЖНЫЛ1 подпружиненпым стержнем 14. Нолзуи1ка 13 и стержень 14 снабжены рейками 15 и 16. которые кинематически связаны с реечной 1пестерней 17. На планшайбе 2 на осп 18 устаповлеп двуплечий рычаг 19, один копец которого связан через ось 20 с кронштейном 12. а второй - с иоджимпым пружинным толкателем 21. Горелка 5 и ролик 10 си: 1метрично расположены между роликами 8 и 9. которые установлены в одной плоскости. Контактируюшая поверхпость ролика 10 смещена от оси рядом расположепных реборд роликов 8 и 9 па расстояпие, равное расстоянию от оси горелки до осп этих реборд.
Предлагаемое устройство работает следующим образом.
Корпус 1 устанавливают на требуел1ый угол относительно центрирующего устройства 4 по угломерному устройству 7 и фиксируют. Устройство креият на трубе винтом 3 и подают нанряжение на электрод. Включают привод вращения планшайбы 2, которая, поворачиваясь, перемещает горелку 5 и копир 6 вдоль стыка свариваемых труб. Толкатель 21 через двуплечий рычаг 19 поджимает ролики
8и 9 к поверхностям труб. Сферические поверхности реборд 11 каждого из роликов 8 и
9взаимодействуют с поверхностями свариваемых труб. При переходе роликов 8 и 9 с одной кривизны эллипса (сечение трубы под углом) на другую кронштейны 12 поворачиваются на оси 20, обеспечивая постоянно перпендикулярное положение электрода к свариваемой поверхности. Пружиной через стержень 14 поджимается ролик 10 к поверхности одной из свариваемых труб. Так как кривизна эллипса переменная, то ролик 10 вместе со стержнем 14 перемещается относительно кронштейна 12. Рейка 16 стержня 14, перемещаясь, поворачивает реечную шестерню 17,
которая перемещает в обратную сторону ползу шку 13 с горелкой 5.
Таким образом, горелка 5 и копирующий ролик 10 синхронно перемещаются в разных направлениях lia одинаковое расстояние, обеспечивая поддержание постоянного дугового промежутка.
Предмет изобретения
Устройство для сварки неповоротных стыков труб, преимущественно расположенных под углом друг к другу, содержащее корпус с зажимпым центрирующим механизмом, планшайбу с горелкой, шарнирно установленной
па кронп:тейне, и копир, отличающееся тем, что, с целью упрощения конструкции, копир выполнеп в виде трех копирующих поверхность трубы роликов, два из которых связаны с крониггейном, подвижно установленпым через промежуточную ось на планшайбе, а третий связан с горелкой, установленной с возможностью перемещения относительно кронштейна посредством реечной шестерни, размещенной на кронштейне, причем третий
ролик и горелка расположены симметрично между двумя первыми роликами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для сварки неповоротных стыков труб | 1988 |
|
SU1618558A1 |
| Устройство для шовной сварки труб | 1977 |
|
SU716739A1 |
| Автомат для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU848222A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU829374A1 |
| Устройство для сварки неповоротных стыков труб | 1975 |
|
SU527279A1 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1186440A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| Устройство для сварки неповоротных стыков труб | 1970 |
|
SU437344A2 |

19
18
21
12
