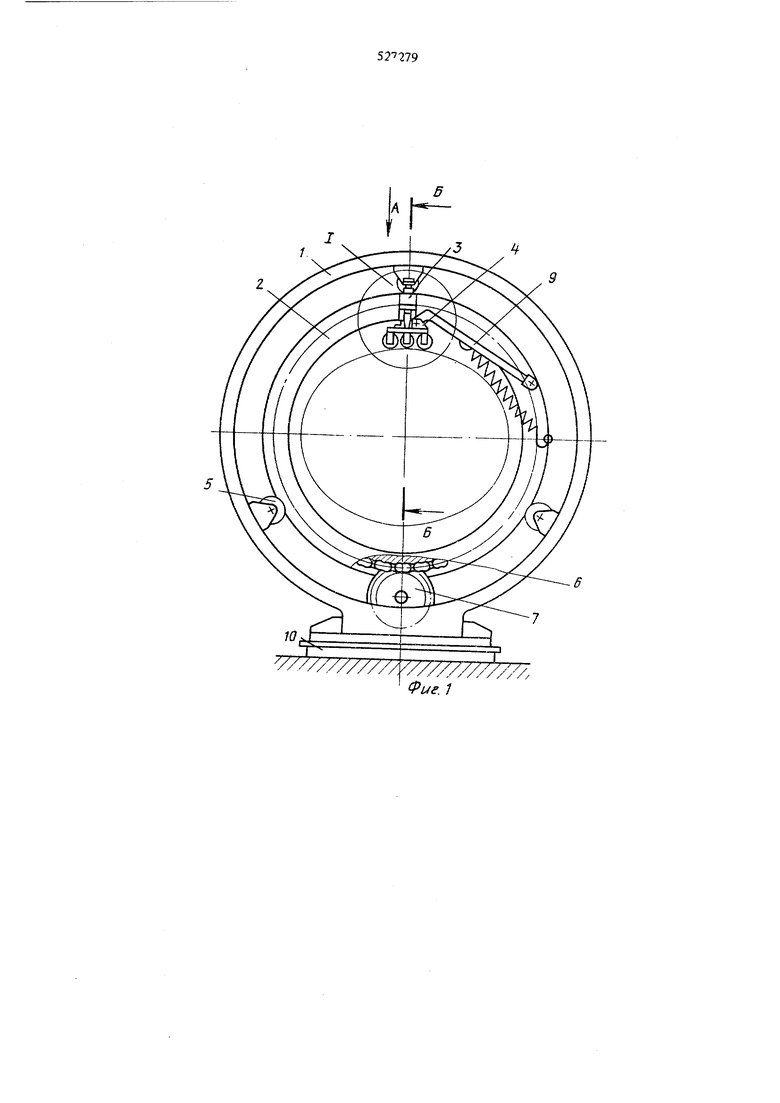
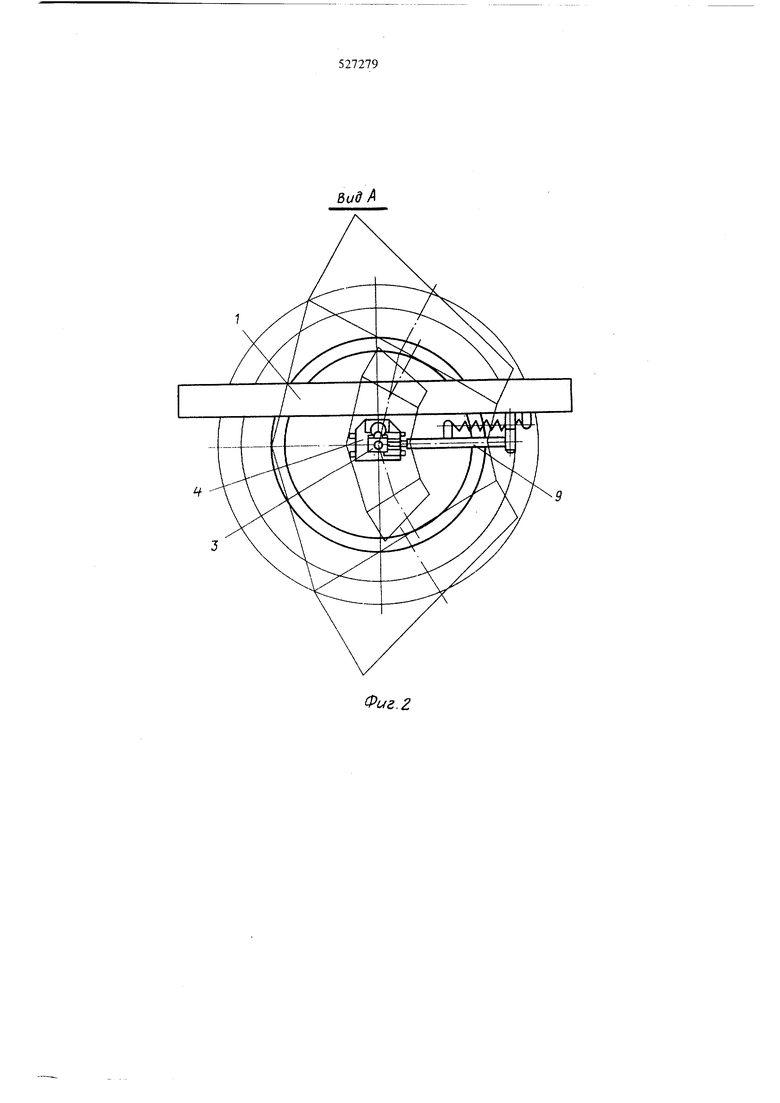
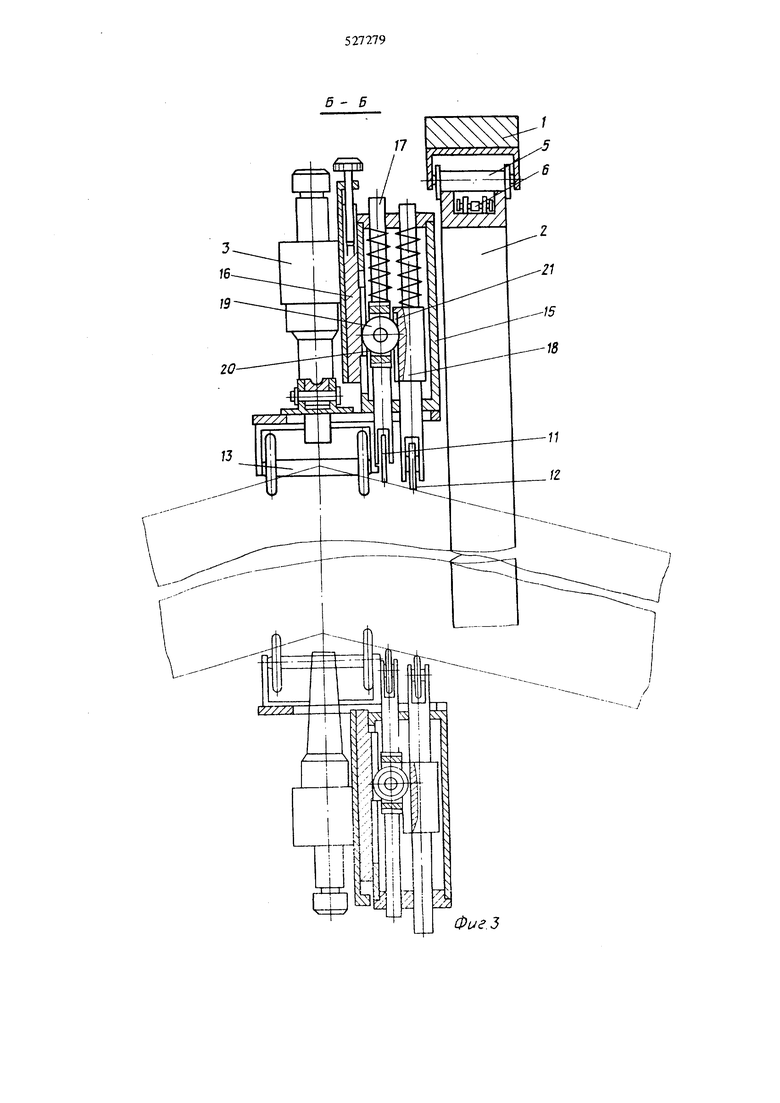
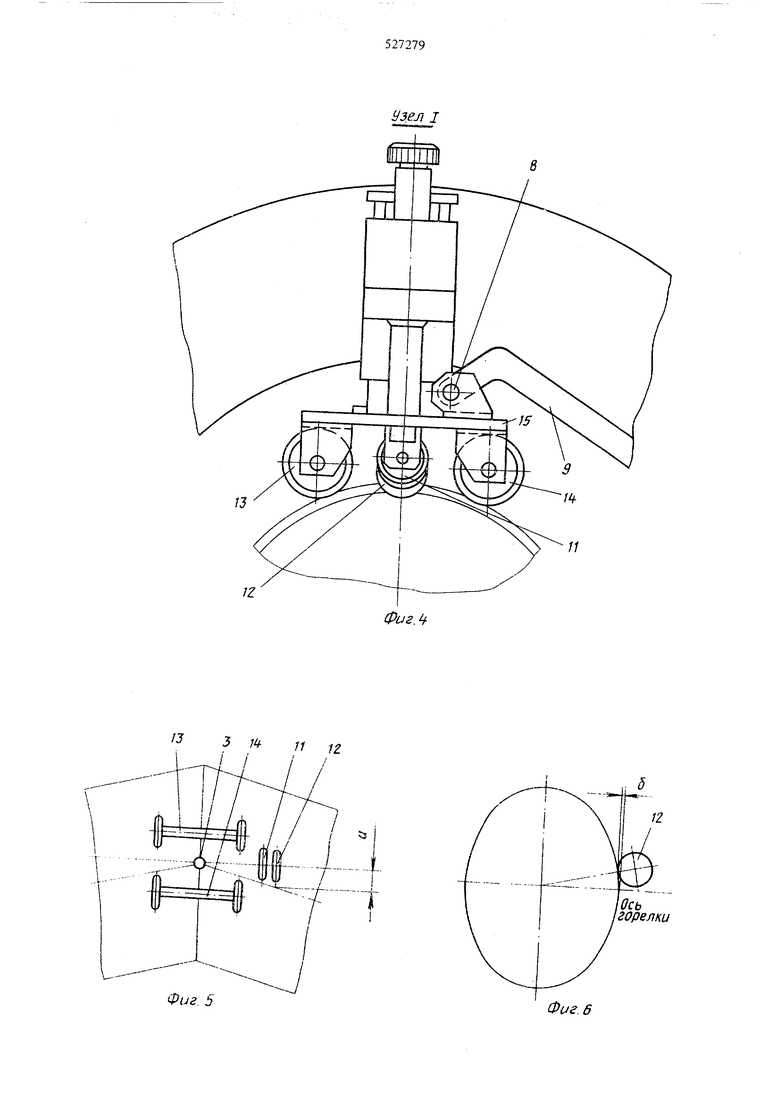
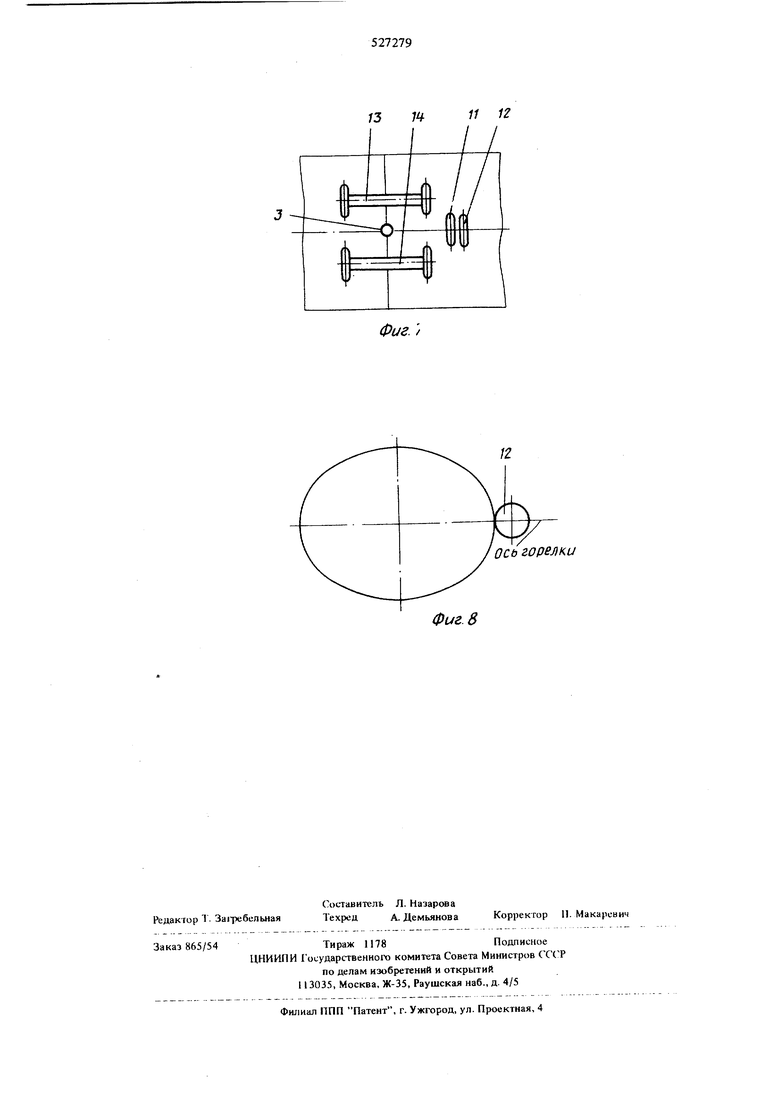
(а чертежах: а- велнмна смеще1шя копирного {юлнка с образующей, и величина погрешности копирования. Уст юйсгво состоит из корпуса 1, планшайбы 2 с ириво/дам (на чертежах не показан), горелки 3 и копира 4. корпусе 1 установлены три направленных кагка 5, на которых смо1ггирована планшайба 2 с иозможностью вращения. На кольцевой цилиндрической )точке планшайбы 2 закреплена ценьб, юединенная посредством звездочки 7 с приводом. Копир 4 чере; ось 8 1пар1шрно соединен с поднруж-инепи|1)м piiibaroM 9, установленным на торцовой noBejJXHocTH планшайбы 2. Корпус 1 установлен с Bo:jMo/KHOC bio поворота совместно с приводом на основании 10 в плоскости перпендикулярной плоскости вращения планшайбы 2. Конир 4 состоит из коппрушил.-; 11, 12 и опорных 13, 14 роликов и к)01интей1ш 15. На кронштейне 15 установлены с возможноегью продольного неремешения ползуы ки 16 с горо;ПчЧ)й 3 и подпружиненные стержни 17 и . Пи сг1ржис17 закреплены с возможностью BpuJiUHUH отосительно своей оси реевдая шестер.ня 1 и киаирукипий ролик 11, а на стержне 18 Nontipyiuniiii I.IOJIHK 12. Опорные ролики 13, 14 копиp:i-l ;ik-j)ciijicHi,i с нозможчюс ьк)вpшцeнияoтirocитeл lю ciifieii оси на кропп1тейне 15. Ползушка 16 и с1е()Ж1.ч1ь i снапжен1)1 зейками 20 и 21, которые кинемашчески связаны с реечной шестерней 19. I 1)рсл1чЧ1 3 и ролик 12 симметричн(.1 расположенрл между риликами 13 и 14, а ось ролика II расположена в плоскости, ир(.1ходя1ней через ось симметрии горелки 3 и ролика 12. Расстояние от оси юре.чкп 3 до оси контактирую1цей поверхности рчликов 13 и 14 и контактерующей поверхности 1 2 ранпы. llpcjMiaiaeMoe устройство работает следующим пОрмЧОМ. Корпус I устананливаюг на требуемый yrojj oiHociiiejibHii основания 10 и фиксируют. 3aiOTOBК 1 ipyo, усганолленные на тележках (на чертежах не ппка:1;1иы), вв()Л,я1 но внутрь планшайбы 2 до conMenieaiiH силка с осью (орелки 3. Включают прпвол В)а1нения план1найбы 2, которая, поворачиваясь, перемещает горелку 3 и котшр 4 вдоль ciijiKii свариваемых груб. Поднружиненньш рычаг 9 поджимает копи|)ун)Щие ролики II, 12 и опорные 1«.1Лики 13, 14 к-о11И))а 4 к поверхностям труб. При ие)еходе опорных роликов 13, 14 с одной кривизны 1лли11са (С1:чепие трубы под углом) на другую кр(1111пт1.ч|н 15 поворачивается на оси 8, обеспечивая носгояппое перпендикулярное положение горелки 3 к сва|1ииаемой покерхносчи. Подпружиненные С1ержпи 7, 18 поджимают ролики 11 и 12 к одной Mi снириваемых труб. Так как кривизна зллинса переменная, го JJOJIMKH 11, i 2 вместе со стержнями Г/, 18 11е1)еме11и1ются относительно кроннтгейна 15. Рейка 21 стержня 18, перемешаясь, поворачивает реечную шестерню 19, которая при лом перемещает в обратную сторону нолзушку 16 с торелкой 3. При вращении планшайбы 2 вокруг поверхности трубы линия копирования ролика 12 смещается относительно образующей, на которой расположена ось горелкнЗ. Наибольшая величина а смещения линии копирования ролика 12 достигается в момент нахождения оси горелки 3 на образующих эллшса в плоскости, пересекающей его по минимальному радиусу. При приближении горелки 3 к образующим зл1шнса в плоскости, пересекающей его по максимальному радиусу, величи}1а а смещегшя ро/шка 12 уменьшается. При достижении горелкой 3 этой образуюн1ей линия копи)ования ролика 12 совмеп;ается с пей. При сме1Т1ении линии конирования роликов 11, 12 с образующей расположения оси горелки 3 к образующим зллипса в плоскости, пересекающей его по максимальному радиусу, величина а смещения ролика 12 уменьши ется. При достижешн горе;н ой 3 зтой образун)Н1(й линия конирования ролика 2 совмещается с ней. При смещении Jrинии копирования рс ликов II, I . с образующей расноложения оси 1Ч)релки 3 )олики 1 1 и 12 до1толнительно пе)емептаю1ся на величину DI I) до б. При совместном неремеитении роликов I 1 и 1 . одновременно получает /цзижение в юм же нап1)а лении реечная ишсгерня 19, которая, обкатываясь но рейке 20 1толзу нки 16 при JTOM не переменкам горелку 3. Таким образом, сте})жепь 17 с конм))ным роликом I I в процессе обкатки кони)а 4 liOKpyi трубы переменяет- реечпук нтесге(ню 19 на нелишну, б;н1зкую к величине погрептности вьгиинпюй смещением ро;нн а 12 с образующей )асчто,1(Жения горелки 3 без се 1еремеп1ения, обеспечивая 1ем самым постоянный jiyioBoii промежуток и. i:.ieдовательно, пов|1 нтая зтим качество сварки. Ф t) р м у л а и 3 о б 1 е г е п и я Устройство ulя сиа))ки neni)Bopojinii са.нчон труб, нреимуп1ествен11О )асположе1нн.|.ч M(JД углом друг к другу, содержащее корпус, ила1пмайбу е горелкой, установленной па кроннпейне с возможностью иеремептения, два онорных ролика, жестко связанных с К)онп1 геймом и lIo ulpyжинc;lный копирный ролик, связанный с ro|)ejna)ii носредством реечной щесте 5||и, о т л и ч а ю HI е с с я тем, чтО, с целью улуч непия cja6MJniLiaunn длины дуги, устройство снабжено /ияиин1и ельпь1м конирным роликом, устаповле птым па кринппейне между го)елкой и первым копи15пым роликом, мри JTOM реечная птестерня :i;iKpenHetia с возможное 1ыо вращения на дополнит ко1Н1)ном .
9
Фие.1
Фиг. 5
ФигЛ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки угловых соединений | 1990 |
|
SU1764915A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| Способ сварки неповоротных стыков труб и устройство для его осуществления | 1978 |
|
SU1109044A3 |
| Устройство для сварки неповоротных стыков труб | 1975 |
|
SU530770A1 |
| Станок для тепловой резки труб | 1977 |
|
SU634879A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ-^^nUR ;^"!Г?'7"'~-'^П'3 ^mli е-ь ;.л sUiS | 1972 |
|
SU421453A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Станок для резки труб | 1972 |
|
SU506477A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU634884A1 |
7
11 12
/
UФиг. 5
Ось горелки
Фиг. 6
2
ОСЬ горелки
Фиг. 8
