1
Известна прокатка периодических профилей на стане в двухвалковом калибре.
Стан содержит два валка, на поверхности которых нанесена необходимая гравюра.
Однако в таких валках невозможно прокатать периодический нрофиль с длиной периода, не зависящей от длины окружности бочки валка.
Целью изобретения является получение проката в двухвалковом калибре периодического профиля с длиной периода, не зависящей от длины окружности бочки валка.
Для этого предлагаемое приспособление выполнено в виде двуплечих качающихся рычагов, смонтированных поворотно на валках стана, у которых на конце одного рычага со стороны входа металла в валки установлен кулачок, а на одноименном конце второго рычага- распорный ролик, причем кулачок через паразитные шестерни, зубчатый венец связан с рабочими валками, которые установлены на вторых концах рычагов со стороны выхода металла.
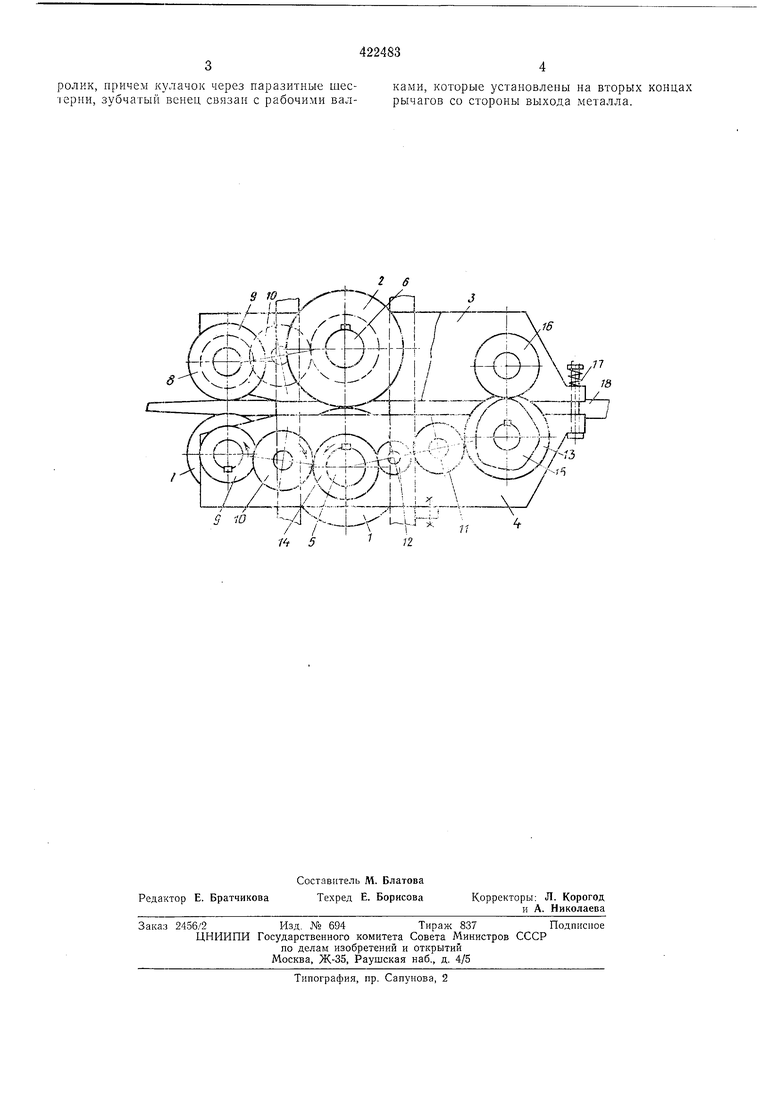
Предлагаемое приспособление изображено на чертеже, вид сбоку.
На валках 1 и 2 стана «дуо установлены пары рычагов 3, 4 с возможностью качания вокруг осей 5 и 6.
На рычагах со стороны выхода металла смонтированы рабочие валки 7, 8, имеющие
привод через паразитные щестерии 9-13, зубчатый венец 14.
Закон качания рычагов, а следовательно, закон движения рабочих валков задан кулачком 15, прижатым к распорному ролику 16 пружинами 17.
Валки 1 и 2 содержат транспортный калибр.
Приспособление работает следующим образом.
Транснортный калибр, нарезанный на валках, подает полосу 18 в калпбр, образованный приводными валками, высота щели между которыми оиределяется формой кхлачка. Длина периода ироката регулируется замено шестерни 11, 12 и кулачка 15.
Предмет изобретения
Приснособление для прокатки периодических профилей на стаие «дуо, содержащее приводиые валки, отличающееся тем, что, с целью получения периодического проката с длиной периода, не зависящей от длииы окружности бочки валка, оно выполнено в виде двуилечих качающихся рычагов, смонтированных поворотно на валках стана, у которых на когще одного рычага со стороны входа металла в валки установлен кулачок, а на одноименном конце второго рычага - распорный
ролкк, причем кулачок через паразитные шес|ерни, зубчатый венец связан с рабочими валками, которые установлены на вторых концах рычагов со стороны выхода металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 1973 |
|
SU366898A1 |
| Клеть прокатного стана | 1981 |
|
SU1306468A3 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| УСТРОЙСТВО ДЛЯ ОХВАТА ПОЛОСОЙ ВАЛКА В ПРОКАТНОЙ КЛЕТИО | 1972 |
|
SU419275A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2017 |
|
RU2668626C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2010 |
|
RU2429090C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| Способ прокатки полосы | 1980 |
|
SU889161A1 |
| Комплект вертикальных валков широкополосного стана горячей прокатки | 1987 |
|
SU1503913A1 |
/
- -7:г71
.v i
К f. 11-1 Л/ .л-VМ- « /Нл ./. V Jk .,
VXM Yb-- L г А г А -f / J4ii -4 V I; I/V X i У / Л
9 -10
fff
77
У i
(
У
15
