Известен шлифовальный станок для шлифовки п полировки неметаллических материалов, включаюш;ий стойку, двухзвенный консольный рычаг, шпиндель с инструментом и привод.
Однако известный станок не обеспечивает механизации и автоматизации перемещения инструмента по обрабатываемой поверхности и имеет низкую производительность. С целью устранения указанного недостатка к звеньям консольнОГо рычага присоединены дополнительные шарнирные звенья, образующие со звеньями рычага пантограф, перемещаемый с помощью механизма подачи, например, гидроцплиндров по заранее заданной траектории, причем штоки гидроцилиндров и корпус одного из них шарнирно соединены с соответствующими звеньями, а ось шпинделя, ось подвески одного из звеньев рычага и ось шарнира дополнительных звеньев, входящие в пантограф, расположены на одной прямой.
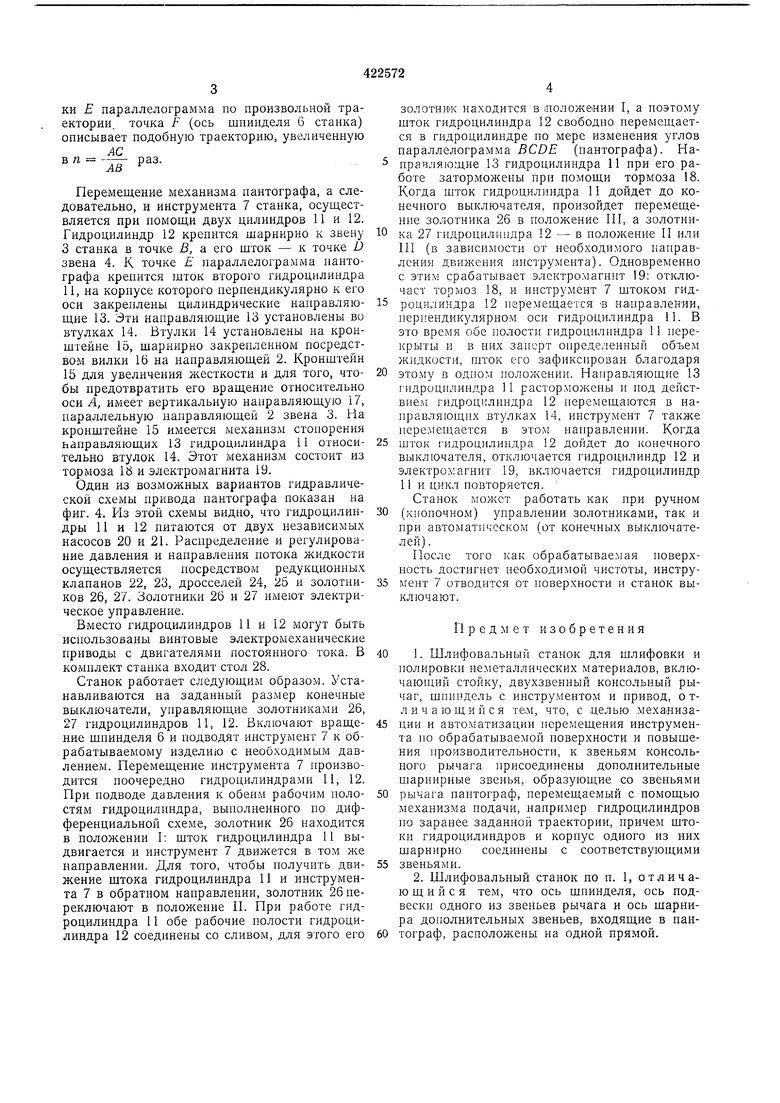
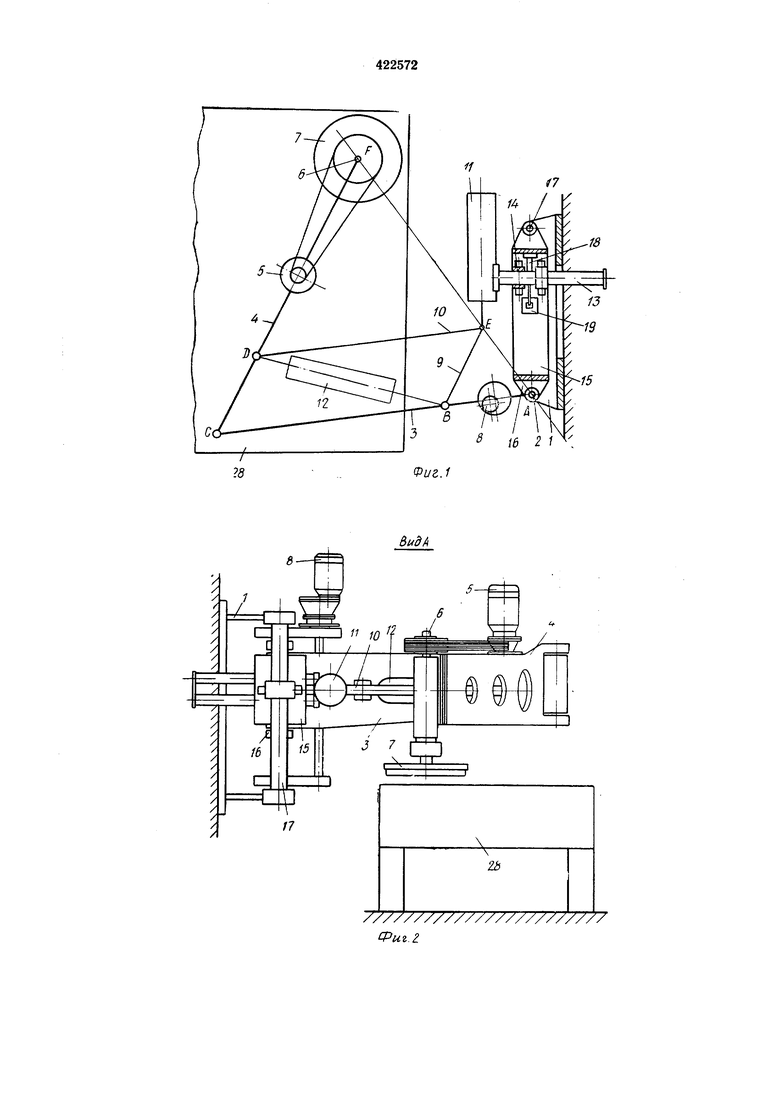
На фиг. 1 дана кинематическая схема станка, вид сверху; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - схемы перемещений инструмента при работе шлифовального станка в автоматическом режиме; на фиг. 4 - схема гидравлического привода механизма пантографа.
Все основные узлы и детали шлифовального станка смонтированы на стойке 1, которая
может быть выполнена в виде самостоятельно установленной колонны пли же может крепиться к стене или колонне цеха. На оси направляющей 2 стойки 1 щарнирно установлено звено 3, к которому, в свою очередь, такж;е щарнирпо крепится звено 4. На звене 4 зстановлен электродвнгате.яь 5, вал которого через клпноременную передачу приводит во вращение шпиндель 6 станка. На шпинделе 6 станка установлен шлифовальный инструмент 7. Звено 3 через винтовую пару и редуктор соединен с электродвигателем 8, который осуществляет вертикальное перемещение звеньев 3, 4 по наиравляюшей 2 стойки 1.
Звенья 3 и 4 дополнены до полного пантографного механизма звеньями 9, 10, шарнирно соединенными между собой и со звеньями 3, 4. Таким образом, звенья 3, 4 станка и
звенья 9, 10 образуют параллелограмм BCDE. Размеры звеньев 3, 4, 9, 10 выбраны такими, чтобы ось шпинделя 6 (точка F), ось вращения звена 3 (точка А) и ось общего шарнпра звеньев 9, 10 (точка Е) при любой конфпгурации параллелограмма BCDE находились на одной общей прямой. Для этого необходимо,
,AF АС .
чтобы выполнялось условие. В
АЕ АВ
этом случае при вращении звена 3 относительно своей неподвижной оси А п движении точки Е параллелограмма по произвольной траектории, точка F (ось шпинделя 6 станка) описывает подобную траекторию, увеличенную
АС
в /г раз.
АВ
Перемещение механиз1ма пантографа, а следовательно, и инструмента 7 станка, осуществляется при помощи двух цилиндров 11 и 12. Гидроцилиндр 12 крепится шарнирно к звену 3 станка в точке В, а его шток - к точке D звена 4. К точке Е параллелограмма пантографа крепится шток второго гидроцилиндра 11, на корпусе которого перпендикулярно к его оси закреплены цилиндрические направляющие 13. Эти направляющие 13 установлены во втулках 14. Втулки 14 установлены на кронштейне 15, шарнирно закрепленном посредством вилки 16 на направляющей 2. Кронштейн 15 для увеличения жесткости и для того, чтобы предотвратить его вращение относительно оси А, имеет вертикальную направляющую 17, параллельную направляющей 2 звена 3. На кронштейне 15 имеется механизм стопорения направляющих 13 гидроцилиндра 11 относительно втулок 14. Этот механизм состоит из тормоза 18 и электромагнита 19.
Один из возможных вариантов гидравлической схемы привода пантографа показан на фиг. 4. Из этой схемы видно, что гидроцилиндры 11 и 12 питаются от двух независимых насосов 20 и 21. Распределепие и регулирование давления п направления потока жидкости осуществляется посредством редукционных клапанов 22, 23, дросселей 24, 25 и золотников 26, 27. Золотники 26 и 27 имеют электрическое управление.
Вместо гидроцилиндров 11 и 12 могут быть использованы винтовые электромеханические приводы с двигателями постоянного тока. В комплект станка входит стол 28.
Станок работает следующим образом. Устанавливаются на заданный размер конечные выключатели, управляющие золотниками 26, 27 гпдроцилиндров 11, 12. Включают вращение шпинделя 6 и подводят ипструмент 7 к обрабатываемому изделию с необходимым давлением. Перемещение инструмента 7 производится поочередно гидроцилиндрами 11, 12. При подводе давления к обеим рабочим полостям гидроцилиндра, выполненного по дифференциальной схеме, золотник 26 находится в положении I: шток гидроцилиндра 11 выдвигается и инструмент 7 движется в том же направлении. Для того, чтобы получить движение щтока гидроцилиндра 11 и инструмента 7 в обратном направлении, золотнпк 26 переключают в положение II. При работе гидроцилиндра 11 обе рабочие полости гидроцилиндра 12 соединены со сливом, для этого его
золотник находится в положении I, а поэтому шток гидроцилипдра 12 свободно перемещается в гидроцилиидре по мере изменения углов параллелограмма BCDE (пантографа). Направляющие 13 гидроцилиндра 11 при его работе заторможены при помощи тормоза 18. Когда шток гидроцилпндра 11 дойдет до конечного выключателя, произойдет перемещение золотника 26 в положение III, а золотника 27 гидроцилнпдра 12 - в положение II или III (в зависимости от необходимого направления движения инструмента). Одновременно с этим срабатывает электромагнит 19; отключает тормоз 18, и инструмент 7 штоком гидроцилиндра 12 перемещается В на-правленяи, перпендикулярном оси гидроцилиндра П. В это время обе полости гидроцилиндра 11 перекрыты и в пих заперт определенный объем жидкости, шток его зафиксирован благодаря
этому в одном положении. Направляющие 13 гидроцилипдра 11 расторможены п под действием гидроцилиндра 12 перемещаются в направляющих втулках 14, инструмент 7 также перемещается в этом направлении. Когда
шток гидроцилиндра 12 дойдет до конечного
выключателя, отключается гидроцилиндр 12 и
электромагнит 19, включается гидроцилиндр
11 и цикл повторяется.
Станок может работать как при ручном
(кнопочном) управлении золотниками, так и при автоматическом (от конечных выключателей).
После того как обрабатываемая поверхность достигнет необходимой чистоты, инструмент 7 отводится от поверхности и станок выключают.
Предмет изобретения
1. Шлифовальный станок для шлифовки и полировки неметаллических материалов, включающий стойку, двухзвенный консольный рычаг, шпипдель с инструментом и привод, о тличающийся те.м, что, с целью механизации и автоматизации перемещения инструмента по обрабатываемой поверхности и повышения производительности, к звеньям консольного рычага присоединены дополнительные шарнирные звенья, образующие со звеньями
рычага пантограф, перемещаемый с помощью механизма подачи, например гидроцилиндров по заранее заданной траектории, причем штоки гидроцилиндров и корпус одного из них шарнирно соединены с соответствующими
звеньями.
2. Шлифовальпый станок по п. 1, отличающийся те.м, что ось шпинделя, ось подвески одного из звеньев рычага и ось шарнира дополнительных звеньев, входящие в пантограф, расположепы на одной прямой.
/7
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ БЛОКОВ КАМНЯ | 1996 |
|
RU2097182C1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ЗАТОЧКИ ТВЕРДОСПЛАВНЫХЗУБКОВ | 1966 |
|
SU178277A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1964 |
|
SU164426A1 |
| Плоскошлифовальный станок | 1982 |
|
SU1065151A1 |
| Копировальный станок | 1979 |
|
SU795751A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| СТАНОК ДЛЯ ОБРАБОТКИ КАМЕННЫХ ПЛИТ | 1998 |
|
RU2146588C1 |
| Станок для обработки заготовок вращающимся инструментом | 1960 |
|
SU135324A1 |

Фиг
