1
Известны устройства для сборки радиодеталей по aiBT. св. № 324723.
Цель изобретения - ускорение сборКИ - достигается тем, что под товоротным столом предлагаемого устройства расположен кула40iK, соединенный с приводным механизмом, а каждое из приспосо(блений-«спутников онабженО коршусом, IB котором размещена подвижная в осевом иаираълении Т-обрааная траверса, взаимодействующая с кулачком. Горизонтальная полка траверсы выполнена в виде кольцевого сектора с 1подпружиненным вилооб|раз«ым захватом радиодеталей.
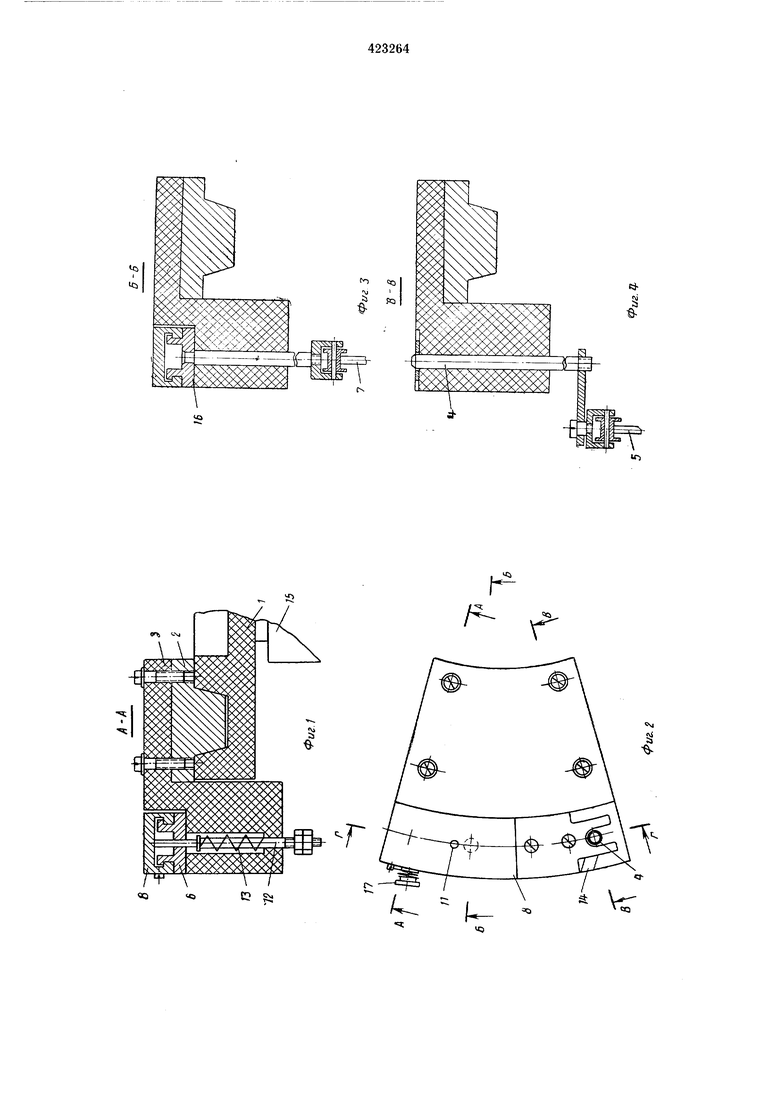
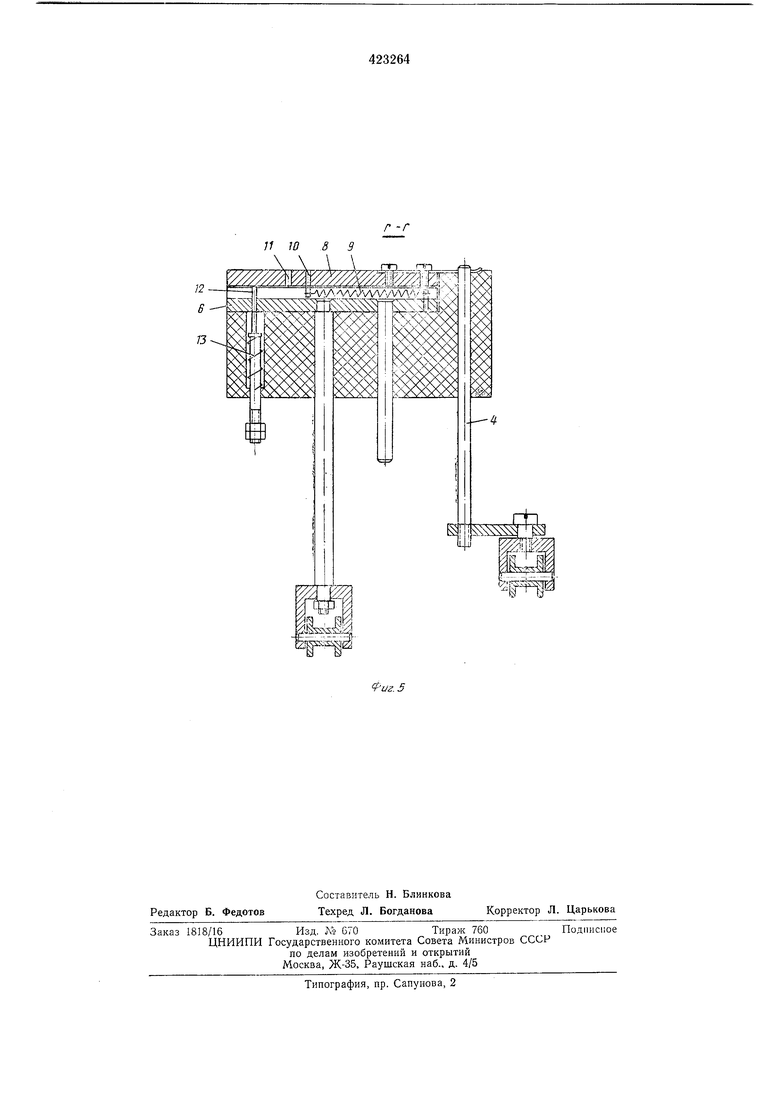
На фиг. 1 изображено описываемое устройство (вид по А-А); на фиг. 2 - вид в плане; на фиг. 3 - вид по Б-Б; «а фиг. 4 - в-ид по В-В; на фиг. 5 - вид по Г-Г.
На кольцевой направляющей поворотного стола 1 расположена станина 2 в виде кольцевого сектора. На станине закреплены приспособления-«опутники оо сменным корпусам 3 также в виде кольцевого сектора, Г-образного в радиальном сечении. Вертикальная часть корпуса выступает за пределы поворотного стола, через нее пропущен вфтикальный технологический штифт 4, нижний конец которого опирается на 5 - упругое кольцо, расположенное под поворотным столом.
В корпусе 3 раЗ(Мещена Т-Образная траверса 6, подвижная в осевом направлении, иижНИИ конец которой параллелен те.х;нологическому штифту 4, а вертикальная нолка опирается на копир 7, аналогичный копиру 5. Угол и высота копира 7 устанавливаются винтами (на чертеже не показаны). Горизонтальная полка траверсы 6 выполнена в виде. кольцевого сектора с вилообразным захватом 8. Кольцевой сектор снабжен пружиной 9, закрепленной на (выступе 10.
В захвате 8 имеется отверстие 11 под фиксатор 12 с пружиной 13.
Наклонный паз 14, отходящий от отверстия под технологический щтифт 4, расположен под заданным углом к радиусу поворотного стола 1.
Работу описываемого устройства рассмотрим на примере сборки винтов с плоскими и пружинными щайбами.
Нри включении вибратора 15 приспособ«1ения-«спутники перемещаются по кольцевой направляющей вибрирующей торцовой поверхности стола 1. Штифт 4 и траверса 6 опираются соответственно на копиры 5 и 7 и скользят по ним, перемещаясь вместе со станиной 2 и корпусом 3. Копиры в сочетании с вибрационным перемещением приспособления-«спутника вдоль кольцевой направляющей обеспечивают заданные перемещения щтифта 4 и
траверсы 6.
В исходном полонсении штифт 4 поднят, а траверса 6 опущена.
При перемеп;е1нии приспо;собления-«;спут1пика мимо позиций выдачи деталей штифт, взаимодействуя с мехаиизмамл и устройствами поштуч1ной лодачи деталей, иа ходу захватывает сначала плоскую, затем пружииную шайбы при пепрерывном движении п|риспособления-«спут|Ника. При этом траверса 6 под действием копира 7 .поднимается. Подпружиненный фиксатор 12 отстает от вилообразиого захвата 8 и выходит лз отверстия 11. Захват под действием пружины 9 выдвигается вперед по движаиию приспособления-«спут ника, которое к времени подходит к выходному концу лотка механизма загрузки. Захват на ходу сопрягается с «ожкой очередного винта и захватывает его. После этого под действием копиров 5 и 7 штифт 4 и траверса 6 начинают синхронно опускаться.
Копиры настраивают таким образом, что нижний коиец ножки винта следует в непосредственной близости от верхней точки опускающегося штифта 4 и последовательно входит в отверстия шай.б, ранее надетых на штифт, не допуская их потери. Следуя за штифтом, НожКа винта входит в наклоаный паз 14 корпуса 3. Горизонтальная полка траверсы 6 iB это время опускается в углубление 16 в корпусе 3.
После входа ножки винта в паз 14 иа глубину, превосходящую диаметр винта, захват 8 под действием упругого упора 17 останавливается 1на некото рое время, а :Карпус 3 с траверсой 6 продолжают двигаться. При этом пружина 9 сжимается, а фиксатор 12 подходит к отверстию М, под действием пружнны 13 входит в «его и удерживает захват 8 относительно траверсы 6. После этого приспособление-«спутник нреодолевает сопротивление деформируемого упругого упора 17 и продолжает поступательное движение. Винт в сборе с шайбами покидает захват 8 и под собственной тяжестью « при помощи вибрации продолжает опускаться IB отверстия корпуса 3 и сопряжепных уже с ним шайб до тех пор, пока не сядет на них голо1вкой.
По окончании сопряжепия винтов с шайбами приспособлвние-«спу11пик подходит к отводящему лотку, где винт в сборе с шайбами перемещается оо пазу 14 и покидает нриспособление-«спутник.
Если какая-либо шайба отсутствует, неко1Мплектный узел перемещается вместе с приспособлепием-«спутником па следующую позицию, гл;е специальным устройством удаляется из блока приспособления-«спутника и
поступает на лоток разборки и рассортировки. Здесь он автоматически разбирается, а детали распределяются для последующей сборки по соответствующим загрузочным устройствам.
П р е д м е т и 3 о б р е т е н и я
Устройство для сборки радиодеталей по а:вт. св. № 324723, отличающееся тем, что, 1C целью ускорения сборки, оно снабжено размещенным под поворотным столом кулачком, соединенным с приводным механизмом, а каждое из приспособлений-«спутников снабжено корпусам, служащим для размещения подвижной в осевом направлении Т-образной траверсы, взаимодействующей с кулачком, при этом горизонтальная полка ее выполнена в виде кольцевого сектора с подпружиненным вилообразным захватом радиодеталей.
lO IQ 7ч .4 k s ,.,l,j u 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СБОРКИ РАДИОДЕТАЛЕЙ | 1972 |
|
SU358734A1 |
| Автомат для сборки деталей типа "винт (болт)-шайба | 1978 |
|
SU763064A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРАВКИ ПОЛОК ОБОДА КОЛЕСА (ВАРИАНТЫ) | 2012 |
|
RU2529263C2 |
| РАБОЧИЙ РОТОР | 1972 |
|
SU348327A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРАВКИ ОБОДОВ ДИСКОВ | 2012 |
|
RU2492954C1 |
| Машина для исследования сложного напряженного состояния трубчатых образцов материалов | 1958 |
|
SU121586A1 |
| Фрезерный станок | 1984 |
|
SU1210999A1 |
| Многопозиционный агрегатный станок | 1986 |
|
SU1340991A1 |
| УСТРОЙСТВО для СБОРКИ ШАЙБ БАРАБАНА ПЕРЕДАЧИ ДЕСЯТКОВ | 1973 |
|
SU386754A1 |
r
C j
«Q«S
h
/
f (
13
