Изобретение касается обработки металлов давлением.
Известно устройство для изготовления прессованием кольцевых изделий, в том числе полых, со сложной конфигурацией нонеречного сечения, содержащее основную матрицу с криволинейной осью очка, установленную на опорной плите, контейнер с контейнеродержателем и расноложенную между ними дополнительную матрицу. Однако оно не обеспечивает надежное удаление прессостатка. Предлагаемое устройство отличается тем, что оно снабжено расположенными симметрично по обе стороны от оси контейнера роликами, закрепленными на дополнительной матрице и связанными с тягами, имеющими продольные пазы, в которых расположены пальцы, соединенные, в свою очередь, с кронштейнами, неподвижно закрепленными на контейнеродержателе. Это повышает стойкость основной матрицы и надежность удаления нрессостатка. Для копировки радиуса кольцевого изделия устройство снабжено стойками, жестко связанными с опорной плитой и имеющими копирные пазы, в которых с возможностью перемещения установлены ролики дополнительной матрицы.
в момент удаления прессостатка или прессизделия из основной матрицы.
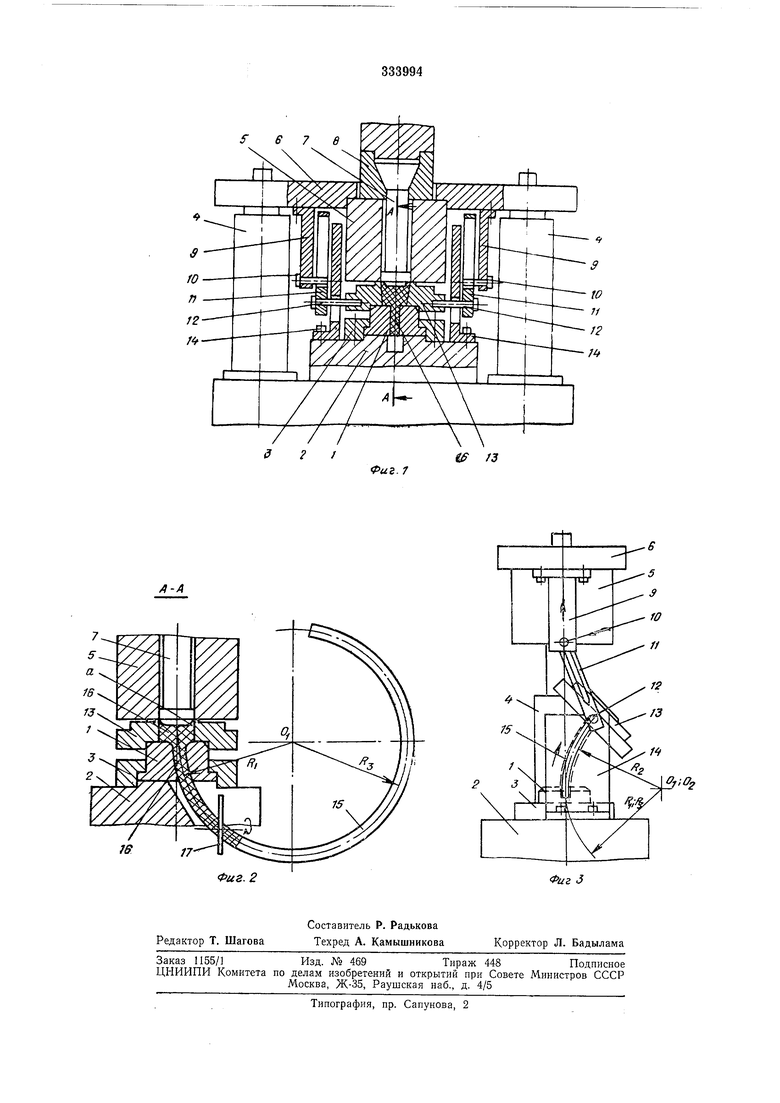
Устройство имеет основную матрицу /, опорную плиту 2, матрицедержатель 3, ги5 дравллческие цилиндры 4 прижима и перемещения контейнера, контейнер 5, контейнеродержатель 6, пуансон 7, верхнюю плиту 8, кронштейн 9, пальцы 10, тяги 11, ролики 12, дополнительную матрицу 13, стойки 14, пресс0 изделие 15, прессостаток 16 и пилу 17.
Матрица 1 установлена на опорной плите и закреплена на ней с помощью матрицедержателя. Очко матрицы 1 выполненного криволинейным, причем ось очка .представляет дугу
5 окружности с центром в точке. Оь радиус которой RI соответствует радиусу прессуемого изделия. Конфигурация очка основной матрицы в любом сечении, перпендикулярном оси очка, соответствует наружному контуру поперечного сечения прессуемого изделия. На опорной плите установлены также гидравлические цилиндры перемещения ,и прижима контейнера. Контейнер установлен в контейнеродержателе, который связан с плунжерами
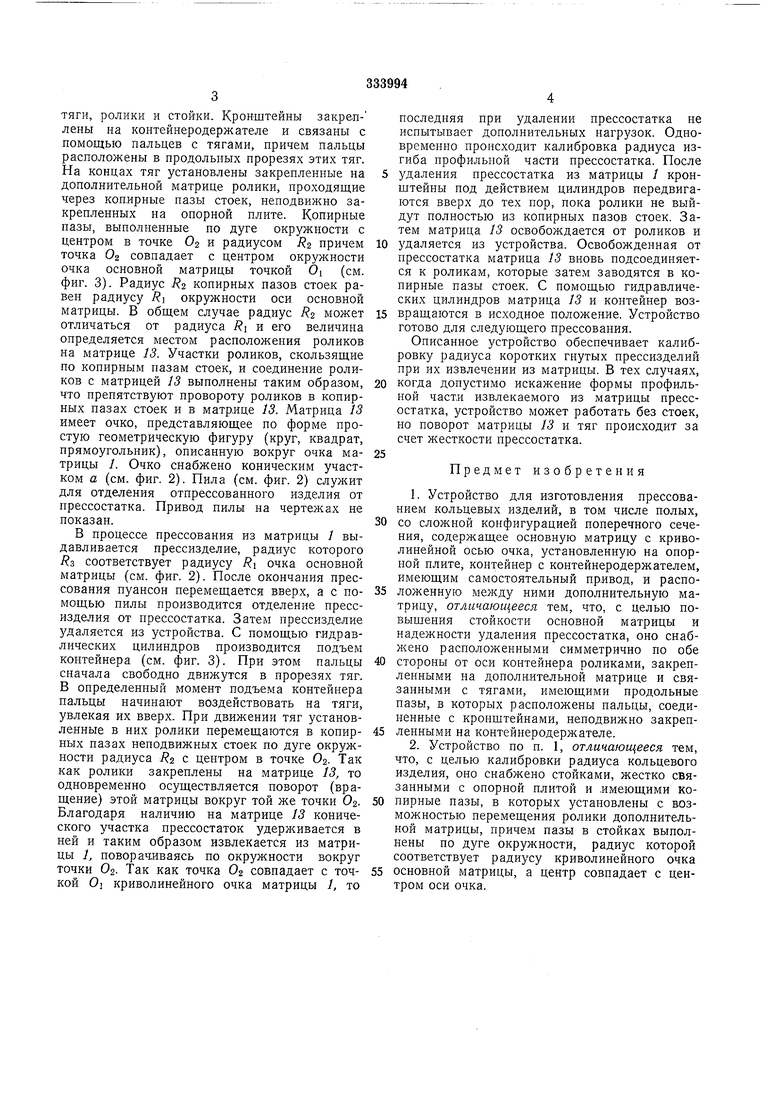
5 цилиндров. Пуансон закреплен в верхней плите. Перемещение дополнительной матрицы обеспечивается с помощью цилиндров контейнера. Однако привод дополнительной матрицы может быть снабжен и собственными цилинтяги, ролики и стойки. Кронштейны закреплены на контейнеродержателе и связаны с помощью пальцев с тягами, причем пальцы расположены в продольных прорезях этих тяг. На концах тяг установлены закрепленные на5 дополнительной матрице ролики, проходящие через коаирные пазы стоек, неподвия но закрепленных на опорной плите. Копирные пазы, выполненные по дуге окружности с центром в точке Oz и радиусом R причем10 точка 02 совпадает с центром окружности очка основной матрицы точкой Oi матрицы точкой Oi (см. фиг. 3). Радиус R2 копирных пазов стоек равен радиусу Ki окружности оси основной матрицы. В общем случае радиус может15 отличаться от радиуса RI и его величина определяется местом расположения роликов на матрице J3. Участки роликов, скользящие по копирным пазам стоек, и соединение роликов с матрицей 13 выполнены таким образом,20 что препятствуют провороту роликов в копирных пазах стоек и в матрице 13. Матрица 13 имеет очко, представляющее по форме простую геометрическую фигуру (круг, квадрат, прямоугольник), описанную вокруг очка ма-25 трицы 1. Очко снабжено коническим участком а (см. фиг. 2). Пила (см. фиг. 2) для отделения отпрессованного изделия от прессостатка. Привод пилы на чертежах не показан. В процессе прессования из матрицы / выдавливается прессизделие, радиус которого 3 соответствует радиусу Ri очка основной матрицы (см. фиг. 2). После окончания прессования пуансон перемещается вверх, а с по- 35 мощью пилы производится отделение прессизделия от прессостатка. Затем прессизделие удаляется из устройства. С помощью гидравлических цилиндров производится подъем контейнера (см. фиг. 3). При этом пальцы 40 сначала свободно движутся в прорезях тяг. В определенный момент подъема контейнера пальцы начинают воздействовать на тяги, увлекая их вверх. При движении тяг установленные в них ролики перемещаются в копир- 45 ных пазах неподвижных стоек по дуге окружности радиуса R с центром в точке Og. Так как ролики закреплены на матрице 13, то одновременно осуществляется поворот (вращение) этой матрицы вокруг той же точки Os. 50 Благодаря наличию на матрице 13 конического участка прессостаток удерживается в ней и таким образом извлекается из матрицы /, поворачиваясь по окружности вокруг точки Oz- Так как точка 02 совпадает с точ- 55 кой О; криволинейного очка матрицы /, то 30 последняя при удалении прессостатка не испытывает дополнительных нагрузок. Одновременно происходит калибровка радиуса изгиба профильной части прессостатка. После удаления прессостатка из матрицы / кронштейны под действием цилиндров передвигаются вверх до тех пор, пока ролики не выйдут полностью из копирных пазов стоек. Затем матрица 13 освобождается от роликов и удаляется из устройства. Освобожденная от прессостатка матрица 13 вновь подсоединяется к роликам, которые затем заводятся в копирные пазы стоек. С помощью гидравлических цилиндров матрица 13 и контейнер возвращаются в исходное положение. Устройство готово для следующего прессования, Описанное устройство обеспечивает калибровку радиуса коротких гнутых прессизделий при их извлечении из матрицы. В тех случаях, когда допустимо искажение формы профильной части извлекаемого из матрицы прессостатка, устройство может работать без стоек, но поворот матрицы 13 и тяг происходит за счет л есткости прессостатка. Предмет изобретения I. Устройство для изготовления прессованием кольцевых изделий, в том числе полых, со сложной конфигурацией поперечного сечения, содержащее основную матрицу с криволинейной осью очка, установленную на опорной плите, контейнер с контейнеродержателем, и.меющим самостоятельный привод, и расположенную между ними дополнительную матрицу, отличающееся тем, что, с целью повышения стойкости основной матрицы и надежности удаления прессостатка, оно снабжено расположенными симметрично по обе стороны от оси контейнера роликами, закрепленными на дополнительной матрице и связанными с тягами, имеющими продольные пазы, в которых расположены пальцы, соединенные с кронштейнами, неподвижно закрепленными на контейнеродержателе. 2. Устройство по п. 1, отличающееся тем, что, с целью калибровки радиуса кольцевого изделия, оно снабжено стойками, жестко связанными с опорной плитой и имеющими копирные пазы, в которых установлены с возможностью перемещения ролики дополнительной матрицы, причем пазы в стойках выполнены по дуге окружности, радиус которой соответствует радиусу криволинейного очка основной матрицы, а центр совпадает с центром оси очка.
И /J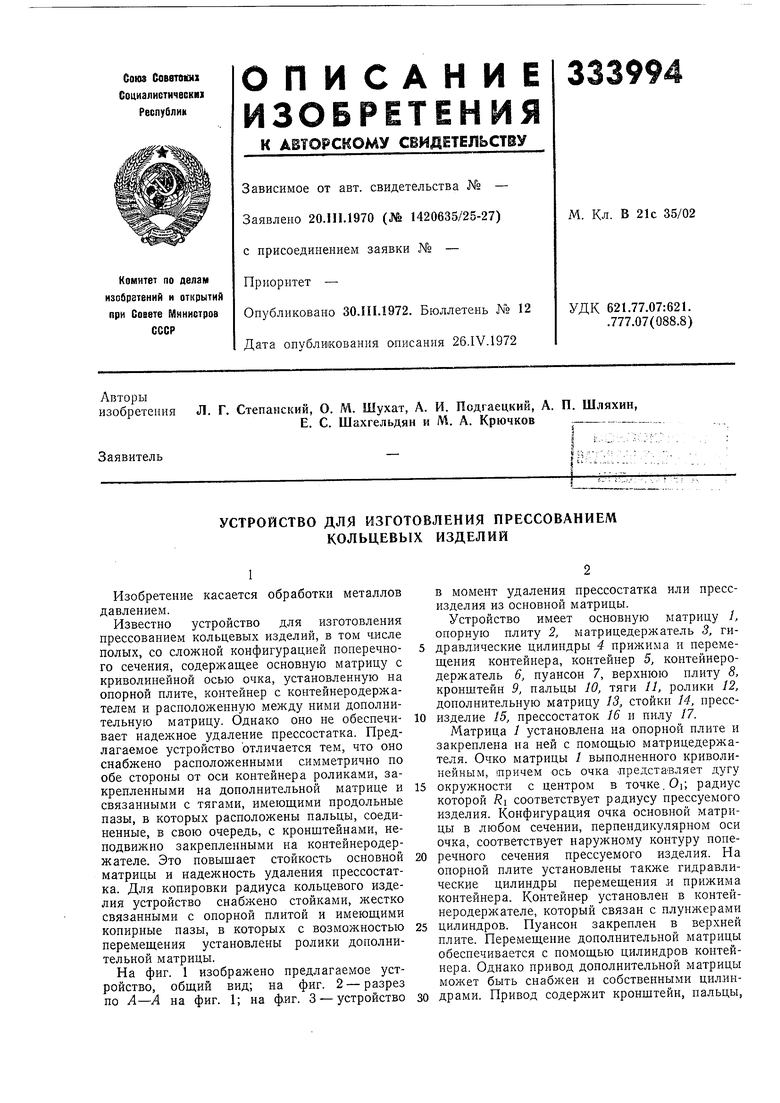
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления прессованием кольцевых изделий | 1971 |
|
SU442865A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ и ТРУБ ПРЕССОВАНИЕМ | 1967 |
|
SU202704A1 |
| МАТРИЧНЫЙ УЗЕЛ ПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯПРОФИЛЕЙ | 1972 |
|
SU423537A1 |
| ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА К ГОРИЗОНТАЛЬНОМУ ГИДРАВЛИЧЕСКОМУ ПРЕССУ | 1972 |
|
SU349436A1 |
| Способ прессования изделий | 1975 |
|
SU683820A1 |
| ПСЕСОЮЗНАЯ | 1973 |
|
SU379301A1 |
| Устройство для прессования продольнооребренных сплошных и полых профилей | 1973 |
|
SU447194A1 |
| Способ прессования прутков, полос и профилей на горизонтальных прессах | 1959 |
|
SU124913A1 |
| ИНСТРУМЕНТ для НЕПРЕРЫВНОГО ПРЕССОВАНИЯМЕТАЛЛОВ | 1965 |
|
SU171841A1 |
| Устройство для прессования кольцевыхиздЕлий | 1978 |
|
SU810325A1 |