1
Изобретение относится к трубогибочному производству, в частности, к устройствам для изготовления отводов.
Известные устройства для изготовления отводов, преимущественно вентиляционных, содержащие шаблон, а также гибочные матрицы и дорны, расположенные на рычагах, соединенных с приводом, не позволяют получать отводы с высоким качеством из-за при1менення шарообразных (сферических) дорнов и шарнирного закрепления гнбочных матриц на рычагах.
Повышение качества отводов обесиечнвается за счет того, что дорны вынолнены ложкообразными и в их хвостовой части параллельно плоскости гибки сделаны прорези таким образом, что прорези одного дорна смещены на шаг относительно нрорезей другого, и в исходном иоложении устройства образованные нрорезями выступы одного дорна входят в прорези другого, при этом матрицы жестко закреплены на рычагах, а привод последних выполнен гидравлическим.
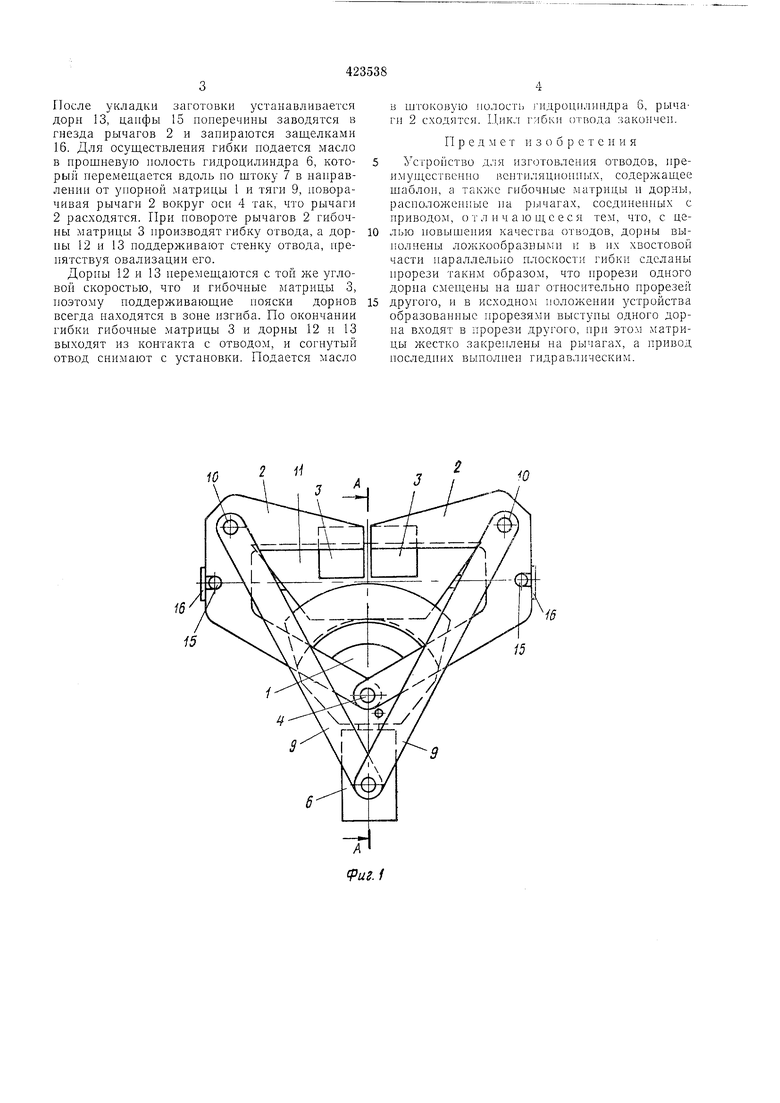
На фиг. 1 показан внешинй вид устройства; на фиг. 2 - поиеречный разрез но А-А на фиг. 1; на фиг. 3 - нродольный разрез по Б-Б на фиг. 2.
Гибочный шаблон 1 имеет ручей, формующий отвод но внутренней стороне гнба и выиолняющий роль основания, к которому крепятся рычаги 2 гибочных матриц 3 и привод. Рычаги гибочных матриц смонтированы свободно новоротно на оси 4, а сами матрицы закреплены иа рычагах 2 неподвижно. Гибочные матрицы 3 имеют ручей, формирующий отпод 1Ю наружной стороне гиба, и желоб 5, удерживающий фальцевый шов заготовки от раскрытия в процессе гибки. В качестве привода использован гидроцилиндр 6, шток 7 которого закреплен в шаблоне 1. Гидроцилнндр снабжен осями 8. Тяги 9 шарнирно смонтированы на осях 8 и на осях 10, закрепленных на рычагах 2. Внутрь заготовки 11 отвода вставлены дорны 12 и 13. закрепленные на штангах 14. ионеречииы которых цапфами 15 установлены в гнездах рычагов 2 и запираются в них зан1елками 16. Дорны 12 и 13 вынолнены ложкообразными; хвостовики их имеют поверхность, очерчепную но тору, которая поддерживает согнутую часть отвода. Хвостовики также имеют нрорези. причем прорезп одного дорна смещены на шаг относительно нрорезей другого дорна. В изображенном на чертеже исходном положении выстуиы 17 одного дорна входят в прорезн другого.
стройство работает следующим образом.
Заготовка 11 отвода укладывается в ручьи шаблона 1 и гнбочных матрнц 3 при снятом дорне 13. Фальцевой шов входит в желоб 5.
После укладки заготовки устанавливается дорн 13, цапфы 15 поперечины заводятся в гнезда рычагов 2 и запираются защелками 16. Для осуществления гибки подается масло в ирощневую полость гидроцилиндра 6, которьш перемещается вдоль по штоку 7 в наиравленци от упорной матрицы 1 и тяги 9, иоворачивая рычаги 2 вокруг оси 4 так, что рычаги 2 расходятся. При повороте рычагов 2 гибочны матрицы 3 производят гибку отвода, а дориы 12 и 13 поддерживают стенку отвода, препятствуя овализации его.
Дорны 12 и 13 перемещаются с той же угловой скоростью, что и гибочные матрицы 3, поэтому поддерживающие пояски дорнов всегда находятся в зоне изгиба. По окончании гибки гибочные матрицы 3 и дорны 12 и 13 выходят из контакта с отводом, и согнутый отвод снимают с установки. Подается масло
Б штоковую полость )-ндроцплиндра 6, рычаги 2 сходятся. Цикл гибки отвода закончен.
П рея м е т и з о б р е т е и и я
Устройство д.я изготовления отводов, преимуихсственно вентпляционных, содержащее шаблон, а также гнбочные матрицы н дорны, расположенные па pi uiarax, соединеппых с приводом, отличающееся тем, что, с целью иовышеиия качества отводов, дориы выполнены ложкообразными и в их хвостовой части параллельно плоскости гибки сделаны прорези таким образом, что прорези одного дорна смеп1,ены на щаг относительно нрорезей другого, и в исходном положении устройства образованные прорезями выступы одного дорна входят в прорези другого, при этом матрицы жестко закреплены на рычагах, а привод последпнх выполпен гидравлическим.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ | 1969 |
|
SU236211A1 |
| Трубогибочная машина | 1973 |
|
SU467556A1 |
| Трубогибочный станок | 1980 |
|
SU940912A1 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| Устройство для двусторонней гибки крутоизогнутых отводов | 1974 |
|
SU541534A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДА | 2002 |
|
RU2234388C1 |
| Профилегибочный станок | 1985 |
|
SU1286314A1 |
| Полуавтоматический станок для многоплоскостной гибки труб | 1972 |
|
SU548336A1 |
| УСТАНОВКА ДЛЯ ГИБКИ СВАРНЫХ ТРУБНЫХ ПАНЕЛЕЙ | 1970 |
|
SU271266A1 |

2 ii
10
15
и 6
