1
Стаиок может быть использован в металлургической промышленности и машиностроении при обработке шлифованием или полированием длинномерных деталей типа металлических полос, пластин, фольги из цветных металлов и т. п.
На известных плоскошлифовальных станках с подвижными каретками на направляюших качения получение высокой чистоты поверхности и геометрической точности затруднено главным образом вследствие наличия прогибов каретки от воздействия приложенных к ней сил.
На предлагаемом станке возможно получение высокой чистоты поверхности и равнотолщинпости обрабатываемых изделий. Это достигается тем, что направляющие подвижной каретки выполнены трубчатыми, взаимодействующими с роликами, размещенными неподвижно на столе станка, причем одна пара роликов расположена в плоскости контакта инструмента с изделием.
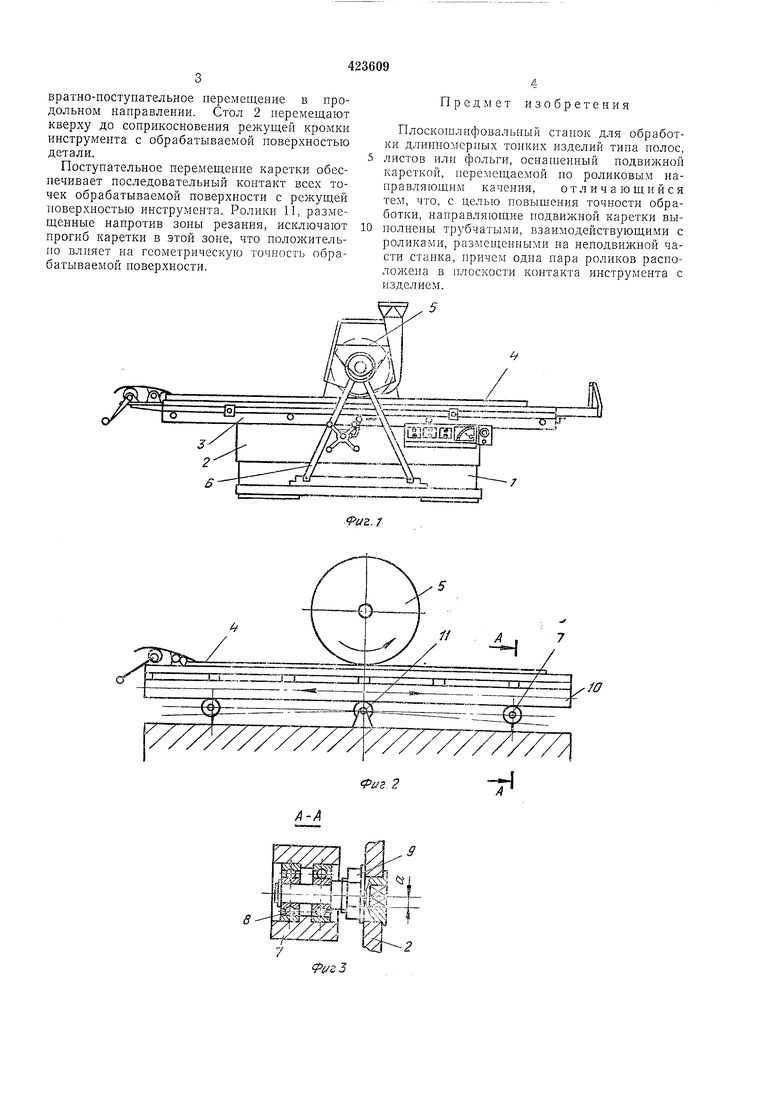
На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 - продольный разрез по направляющим каретки; на фиг. 3 - разрез по А-А на фиг. 2.
На основании 1 станка размещен стол 2, подвижный в вертикальном направлении. На столе установлена каретка 3, на рабочую поверхность которой укладывается обрабатываемая деталь 4 и фиксируется ручным зажимом. Инструментальный шпиндель 5, выполненный в виде барабана, установлен в двух опорах, одна из которых заделана в основа5 НИИ станка, а другая, переставная в поперечном направлении, - в кронштейне 6.
Нривод инструментального шпинделя, привод подъема стола и привод каретки выполнены механическими от электродвигателей
0 (на фигурах не показаны).
На столе станка расположены двумя рядами попарно ролики 7, несущие каретку. Кал-:дый ролик установлен в шарикоподшипниках 8, насаженных па горизонтальной оси 9, базовые шейки которой выполнены с эксцентриситетом а для обеспечения условий регулировки. Рабочая поверхность стальных роликов одного ряда выполнена цилиндрической, а другого - V-образной.
0
Опорная поверхность каретки выполнена в виде трубчатых направляюших 10, параллельных ее продольной оси. Одна пара роликов 11 размешена на столе в плоскости, проходяшей
5 через ось инструмента и точку контакта инструмента с изделием.
В процессе шлифования шпинделю 5 сообщается вращение и осциллирующее движение в направлении оси инструмента. Каретке
0 3 с уложенной на ней деталью сообщают воз
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Способ шлифования зубчатых колес с круговыми зубьями и станок для его осуществления | 1982 |
|
SU1079380A1 |
| ЗУБООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2082567C1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙВ ПЛИТАХ | 1972 |
|
SU358104A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Станок для доводки асферических повер-ХНОСТЕй ОпТичЕСКиХ дЕТАлЕй | 1979 |
|
SU804382A1 |
