1
Р1зОбретение относится к области литья под давлением изделий из полимерных материалов.
Известные вибрационные соила к литьевым Машинам для полимерных материало-в, содержащие генератор механических .колебани и сопло с дорнО:М и полостью периодического воздействия нлуижерами, характеризуются измеиение.м давления в раснла ве во время (впрыска. Это приводит к ухудшению качества 1получасмых изделий.
Целью да.нпого изобретения является устранение указа1Н,ного недостатка, для чего, по изобретепию, сопло в месте полости перио.ць ческого воздействия оспащепо втулкой, устаповленной с возможностью круговых колебаний относительно дор.на и соединенной с генератором мехапических колебаний.
Это позволяет устранить изменения давления в раснлаве во время впрыска, сохранить параметры процесса впрыска и тем самым повысить качество издел.ий.
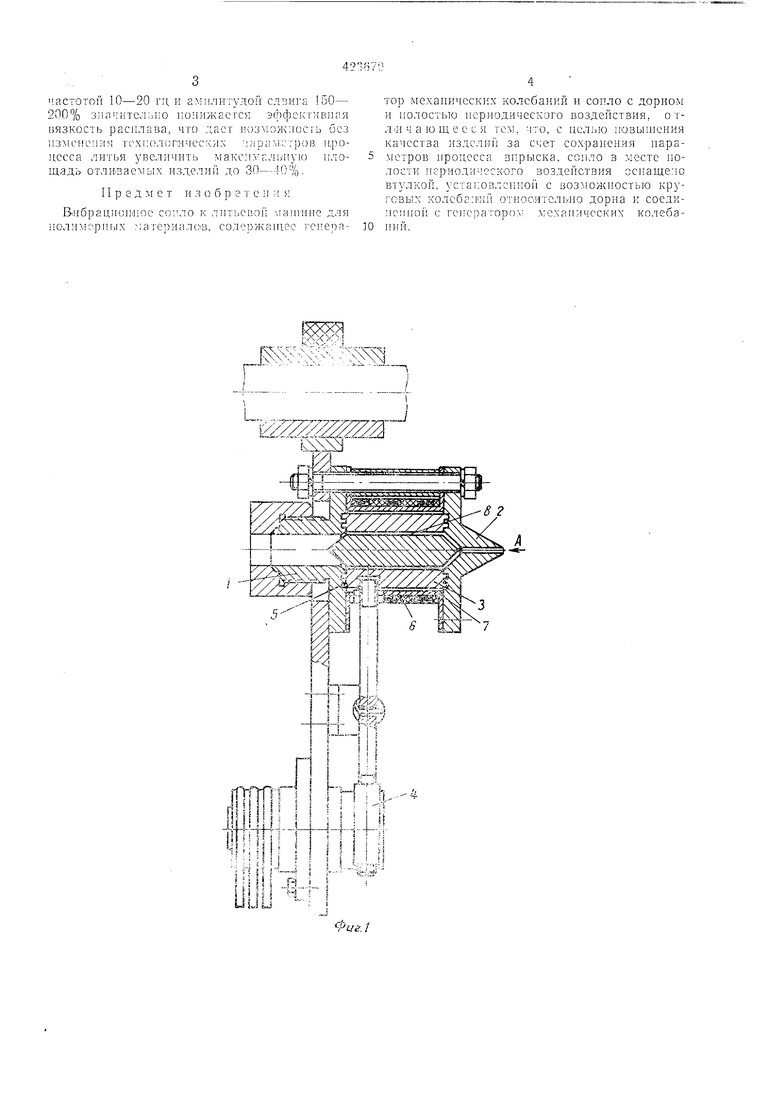
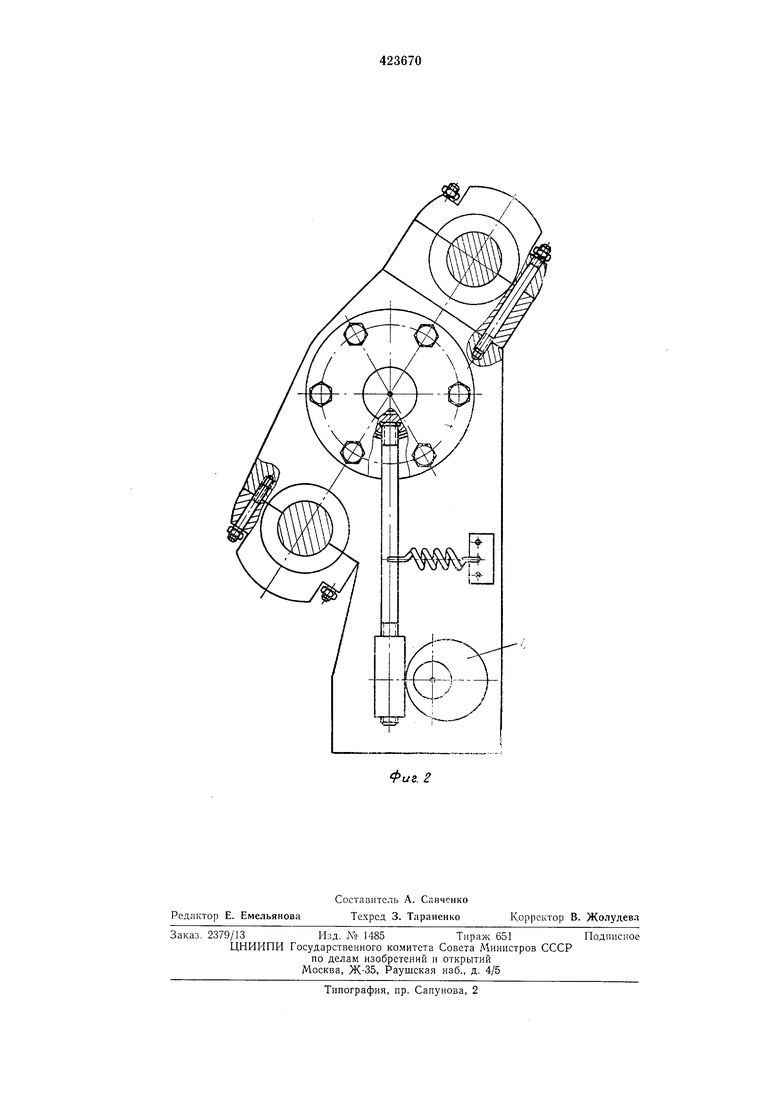
Предлагаемое вибрационное сопло изображено па чертеже: фиг. 1 - общий вид, фиг. 2 - вид по А.
Вибрациоппое сопло состоит из фланца 1, дорна 2 и втулки 3, которой сообндаются от мехапическото вибратора 4 круговые колебания. Гер.метизация нодвижного соединения втулки 3 с фланцем 1 и дорнОМ 2 достигается
лабиринтным уплотнеиием с фторопластовыми кольцевыми нрокладкама 5. Обогрев сопла осуществляется электронагревателями 6, раЗ|Мещенными в катушке 7. Между неподвижной кагущкой 7 и втулкой 3 предусмотрен небольшой зазор, через который тенло от нагревателе11 6 может передаваться достаточно эффективно деталям сопла. Катушка 7 является одновременно нроставкой между фланцем 1 и .то.рпом 2, поэтому высоту катуШ|КИ следует выбирать такой, чтобы она 0|беспечила необходимое поджатие уилотнительиых фтороi:,acrciBbix колец 5. Генератором .механических колебаннй может быть наиример кулачковый 1; братор 4.
Формованяе изделий на литьевой машине с описанного вибрационного соцла осуществляется следующим образом. Полимерный материал, разогретый в инжекционно.м цилиндре литьевой машииы до вязко-текучего состояния, внрыскивается через вибрационное сОПло в предварительно сжатую форму. За 5-10 сек перед началом впрыска и до его окончания приводится в действие генератор механическ11х колебаний, при этом расплав полимера, на.ходящийся в полости 8 периодического воздействия между дорном 2 и совершающей круговые колебания втулкой 3, подвергается периодическО му сдвиговому воздействию. В результате вибровоздействия с
частотой 10-20 гд и амплитудой сдзига 150- 200% зпачитс;1::)ИО понижается эффективная вязкость расплава, что ;UICT в.озлгэждость без изл1снепи5 тох1:()Л(}гичсс;-:их lapaAi.rTpois П;родесса лит1эя увслдчнт1з максдлал1уиу1о площадь отли1вае ых изделии до 30--10%.
Предмет и з о б р е т е и и н
Вибрациоплое сопло к лгаигиие для 1 олимори(,1х материалов, еодержаитес гспера4
тор механических колебаний и соило с дориом и полостью иериодического воздействия, отЛ1ичаюидееся тем, что, с п,елью повьинсиия качества издсли11 за счет сохранения иараметров иродесса впрыска, сопло в месте полости ие)иодического воздействия оснащено втулкой, устаповлспноГ с возможностью круговых колеба:к1н отнооителмю дориа и соедиHoiinoii с генераторг)л: механических колебаиий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионно-литьевая головка для полимерных материалов | 1985 |
|
SU1337278A1 |
| 5И6ЛИСТЕКА | 1973 |
|
SU361893A1 |
| Инжекционное устройство литьевой машины для пластмасс | 1977 |
|
SU657998A1 |
| Ультразвуковое сопло к литьевой машине для переработки термопластов | 1983 |
|
SU1154096A1 |
| Вибрационная головка червячного пресса для полимерных композиций | 1990 |
|
SU1736726A1 |
| СПОСОБ КОНТРОЛЯ ИЗНОСОУСТОЙЧИВОСТИ ЛИТЬЕВОГО ОБОРУДОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2025773C1 |
| КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU234644A1 |
| ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР | 1996 |
|
RU2114733C1 |
| Способ переработки под давлением термопластичной полимерной композиции и устройство для его осуществления | 1980 |
|
SU939262A1 |
| Литьевая форма для исследования формуемости полимерных материалов | 1983 |
|
SU1150091A1 |
ЗМ..
Г
