1
Изобретение относится к области приборостроения и может быть использовано при создании ферритовых магнитных головок для аппаратов магнитной записи.
Известны способы изготовления ферритовых магнитных головок, основанные на сварке стеклом отдельных элементов головок и сердечников с дальнейшей их обработкой абразивно-алмазным инструментом.
Ири использовании известных способов не всегда можно обеспечить достаточно высокую повторяемость расположения рабочих зазоров в отдельных партиях головок. При этом сам процесс технологической сборки головок и их изготовления несколько .
Для повышения вероятности повторяемости рабочих зазоров в отдельных партиях головок и упрош.ения технологического процесса их изготовления по предлагаемому способу в ферритовой заготовке предварительно нарезают профильные канавки, по форме идентичные профилю внутренней поверхности сердечника, и параллельно им - прямоугольные пазы, предназначенные для формирования глубины зазоров, нри нарезке которых оставляют в заготовке, со стороны, противоположной пазам и канавкам, припуск, сошлифовываемый по окончании процесса стеклообразования рабочего зазора до момента получения отдельных брикетов.
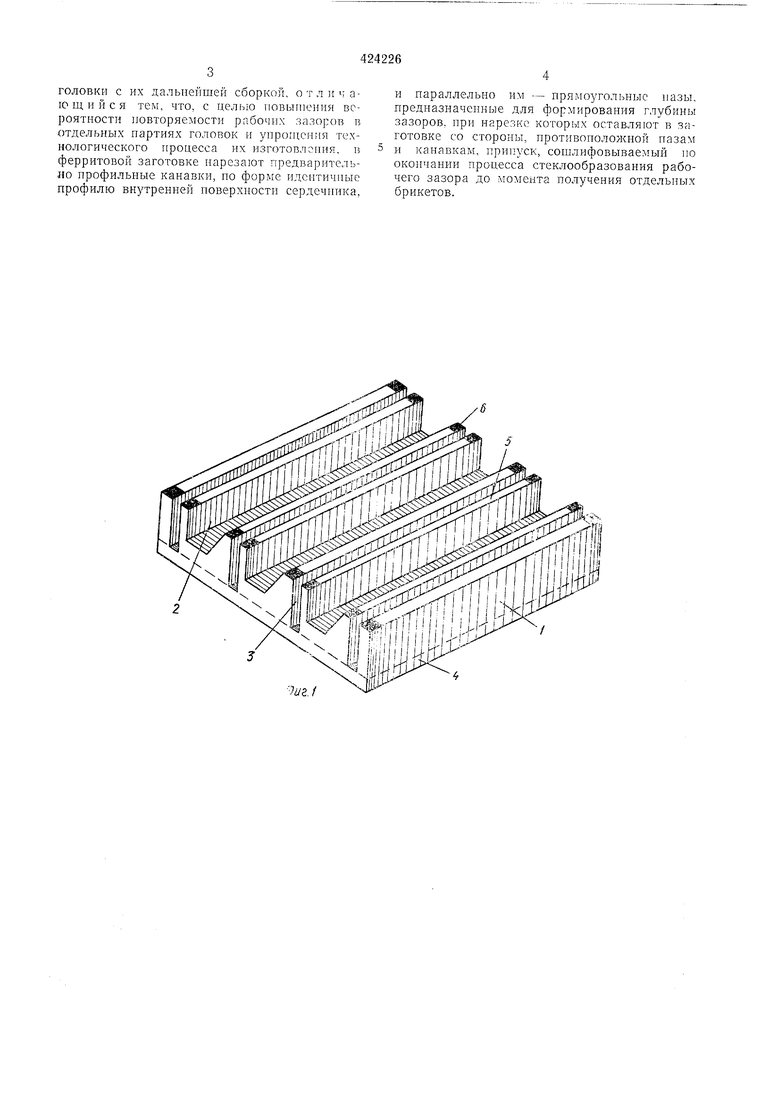
Реализация описываемого способа изготовления магнитных головок поясняется фпг. 1, 2 и 3.
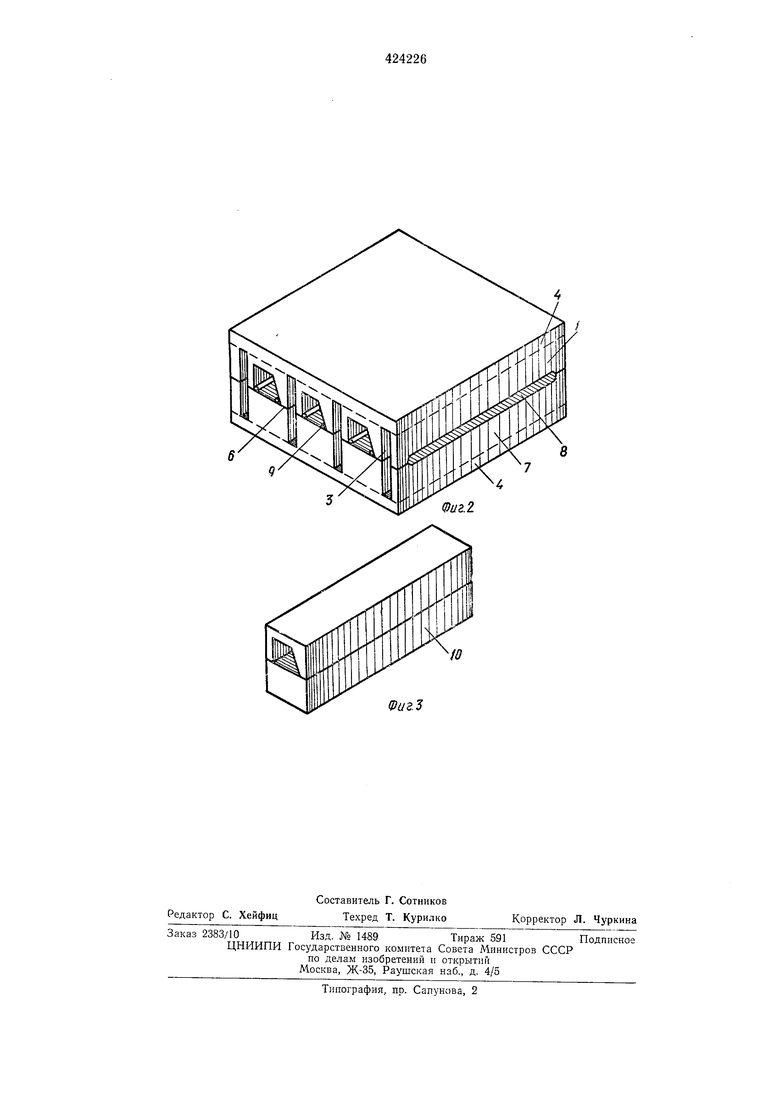
В ферритовой заготовке 1 нарезают профпльные канавки 2 и прямоугольные пазы 3, оставляя при этом припуск 4. На тшательно ровную поверхность 5 наносят плошадки 6, равные по толщине ширине рабочего зазора головки. Далее стыкуют заготовки 1 и 7, обеспечивая точное совпадение пазов 3. Наличие плош,адок 6 позволяет получить воздушный зазор 8, который заполняют стеклом, для чего в профильных канавках укладывают стекловолокна 9. Заготовки нагревают до момента
расплавления стекла. По окончании процесса спекания заготовок припуск 4 сошлифовывают с двух сторон. Процесс шлифования оканчивается в момент иолучения отдельных ферритовых брикетов 10. Производя в дальнейшем обработку брикетов вскрывают рабочие зазоры и разрезают брикет на отдельные головки.
Предмет изобретения
Способ изготовления магнитных головок с использованием алмазно-абразивной обработки их ферритовых сердечников, основанный на сварке сердечников стеклом в брикет с одновременным формированием рабочего зазора
и последуюш.ей разрезке брикета на отдельные
головки с их дальнейшей сборкой, о тли ч аIO щ и и с я тем, что, с целью повытеиня вероятности повторяемости рабочих зазоров в отдельных партиях головок и упроп1ен 1я технологического процесса их изготовлгиия, в ферритовой заготовке нарезают предварительно профильные канавки, по форме идентичпые профилю внутренней поверхиостп сердечника,
и параллельно им - прямоугольные назы, предназначеиные для формирования глубины зазоров, при нарезке которых оставляют в заготовке со стороны, противоположной пазам и капавкам, припуск, сошлифовываемый по окончании процесса стеклообразования рабочего зазора до момента получения отдельных брикетов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многодорожечных магнитных головок | 1977 |
|
SU669391A1 |
| Способ изготовления блока полюсных наконечников магнитных головок | 1981 |
|
SU1024975A1 |
| Способ изготовления сердечников магнитных головок | 1982 |
|
SU1051573A1 |
| Способ изготовления полюсных наконечников магнитных головок | 1980 |
|
SU949690A1 |
| Способ изготовления ферритовой магнитной головки | 1973 |
|
SU454579A1 |
| Способ изготовления сердечников магнитных головок | 1984 |
|
SU1153350A1 |
| Способ изготовления магнитных головок | 1972 |
|
SU440691A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ФЕРРИТОБЫХ МАГНИТНЫХ ГОЛОВОК | 1972 |
|
SU434456A1 |
| СПОСОБ ФОРМИРОВАНИЯ РАБОЧЕГО ЗАЗОРА МАГНИТНОЙ ГОЛОВКИ | 1991 |
|
RU2034341C1 |
| Способ изготовления магнитопроводов ферритовых магнитных головок | 1976 |
|
SU657458A1 |
i/e. /
8
10
Фиг.
