1
Изобретение относится к приборостроению, а именно к способам изготовления сердечников магнитных головок.
Известен способ изготовления сердечника ферритов магнитной головки, включающий склейку двух отшлифованных пластин, в одной из которых выполнен паз под окно для обмотки, вырезку выемок перпендикулярно одному из рёбер склеенного бруска и разрезку бруска на сердечники по средней линии выемок СП.
Недостатком известного способа является то, что при прорезании пазов боковые поверхности последних не обрабатываются и содержат следы реза.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ изготовления сердечников, включающий изготовление двух полублоков из магнитомягкого материала, соединение их в блок с образованием немагнитного зазора с последующей разрезкой блока на отдельные сердечники. В зтом способе вьфезка выемок производится в одном из полублоков до их соединения в блок, что позволяет провести операцию шарезки выемок с меньшими ограничениями пространства ввода режущего инструмента и улучшить обработку поверхности 2 3.
При выполнении магнитных головок с уменьшенной длиной рабочего зазора как первое, так и второе из указанных решений не позволяют качественно изготовить сердечник сколов в процессе обработки обуженных выступов заготовки.
Цель изобретения - повышение качества магнитных головок за счет уменьшения дайны рабочего зазора изготавливаемого сердечника.
Поставленная цель достигается тем, что согласно способу,включающему изготовление двух полублоков из магнитомягкого материала, соединение их в блок с образованием немагнитного зазора с последующей разрезкой блока на отдельные сердечники, заготовку разрезают на прямоугольные пластины, устанавливают пластины в пакет на ребро под углом к плоскости шлифования, скрепляют пакет и сошлифовывают пластины пакета до получения на каждой плас53350 ,
тине между шлифуемой плоскостью и боковой поверхностью пластины остроугоЛьного ребра, разъединяют пластины, из разъединенных пластин вновь 5 набирают пакет путем установки их на плоскость оправки на остроугольное ребро перпендикулярно плоскости опрааки, скрепляют в полублок, шлифуют в полублоке остроугольные ребра до притупления последних, а при соединении полублоков в блок притупленные поверхности ребер одного полублока размещают протяв аналогичных поверхностей другого полу5 блока.
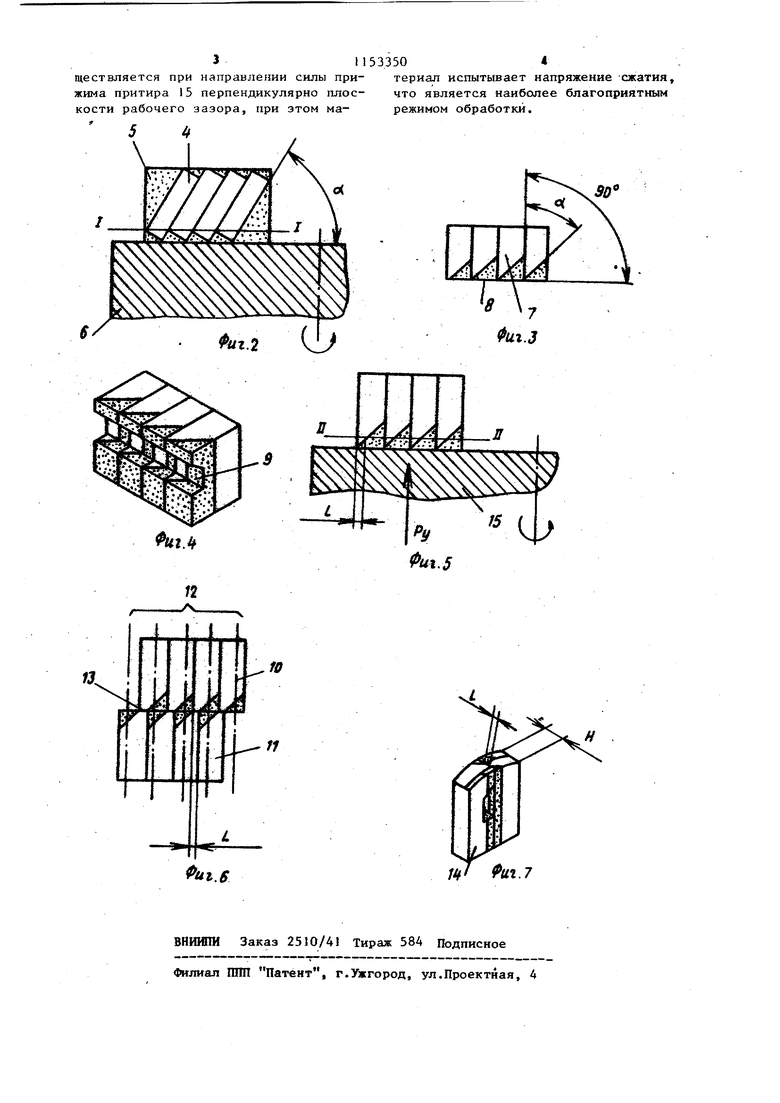
. На фиг. 1-7 показана последовательность изготовления cep Jeчникoв магнитных головок.
Из магнитомягкого материала заготовки нарезают пластины , которые шлифуют, обеспечивая необходимую обработку плоскостей 2 и 3. Затем пластины f устанавливают в пакет 4 на ребро под острым углом к плосS кости f-f йшифования. Пакет 4 заливают термош1астичш м компаундом 5 и шлифуют на вращающемся притир(е 6 до получения на каждой пластине между шлифуемой плоскостью F-I и боковой 0 поверхностью пластины остроугольного ребра. Разъединяют пластины пакета 4, из разъединенных рластин вновь набирают пакет 7 путей установки пластин на плоскость 8 оправки на f остроугольное ребро перпендикулярно плоскости опраеки и скрепляют пакет 7 стеклом в полублок. В одном из полублоков пары прорезают продольный ,паЗ 9 под окно дня обмотки. Затем Q кажд из полублоков пары шлифуют по плоскости II-II, притупляя остроугольные ребра до получения необходимой L при упления. Этой дпиной определяется длииа рабочего заf зора изготавливаемого сердечника. (Жработаншде полублоки 10 и И соед}тяют в блок 12, при этом притупленюле поверхности одного полублока размещают против аналогичных поверхностей другого полублока с образованием между ними рабочего зазора. Полученный блок 13 разрезают на сердечники 14, которые шлифуют по боковым поверхностям до получения необходимой толщины Н .
При изготовлении сердечников по предлагаемому способу операция формирования длины рабочего зазора осу3I 1533504
ществляется при направлении силы при- териал испытывает напряжение -сжатия, жима притира I5 перпендикулярно плос- что является наиболее благоприятным кости рабочего зазора, при этом ма- режимом обработки,
5
Фиг.1 (1/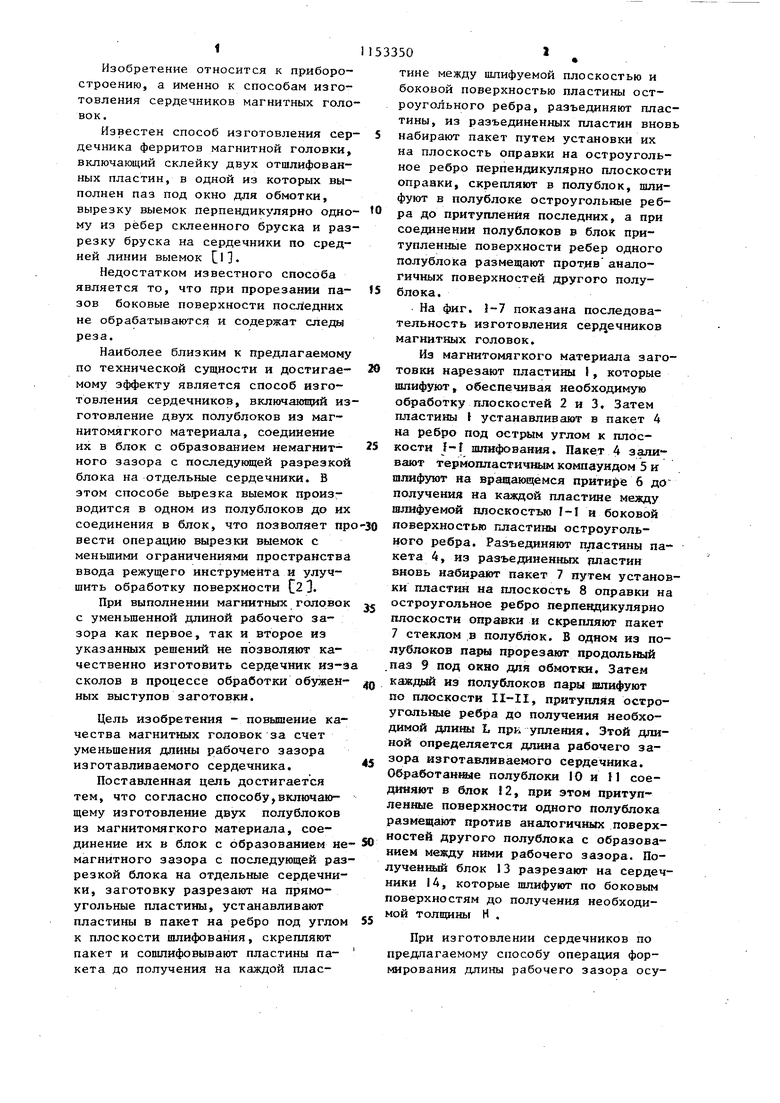
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления видеоголовок | 1984 |
|
SU1169014A1 |
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
| Способ изготовления блока магнитных головок | 1975 |
|
SU516095A1 |
| Способ изготовления сердечников двухканальных магнитных головок | 1981 |
|
SU983750A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИДЕОГОЛОВОК И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПОЛУБЛОКОВ ВИДЕОГОЛОВОК | 1991 |
|
RU2034340C1 |
| Способ изготовления многодорожечных магнитных головок | 1990 |
|
SU1780099A1 |
| Способ изготовления блока магнитных головок | 1978 |
|
SU706873A1 |
| Способ изготовления магнитной головки | 1977 |
|
SU656103A1 |
СПОСОБ ИЗГОТОВШНЙЯ СЕРда НИ1ЮВ МАГНИТШХ -ГОПОЮК, включави й иэготовление двух полублоков из ма нитомягкого материала ,L соединение их в блок с образованием немагнитн го зазора с последую1цей разрезкой блока на отдельные сердечники, о т Фиг.1 л ича ющийс я тем, что, с целью повышения качества магнитных головок за счет уменьшения длины рабочего зазора, заготовку разрезают на прямоугольные пластинь, устанавливают пластины в пакет на ребро под углом к плоскости шЛ1Ф вания, скрепляют пакет и сошлифовывают пластины пакета до получения на каждой пяас тине между шлифуемой плоскостью и боковой поверхностью пластины остроугольного ребра, разъединяют пластины. Из разъединенных сшастин вновь набирают пакет путем установки их на плоскость оправки на остроугольное ребро перпендикулярно плоскости оправки, скрепляют в полублок, шлифуют в полублоке остроугольные ребра до притупления последних, а при соединении полублоков в блок притупленные поверхности ребер одного полублока размещают против аналогичных поверхностей другого полублока.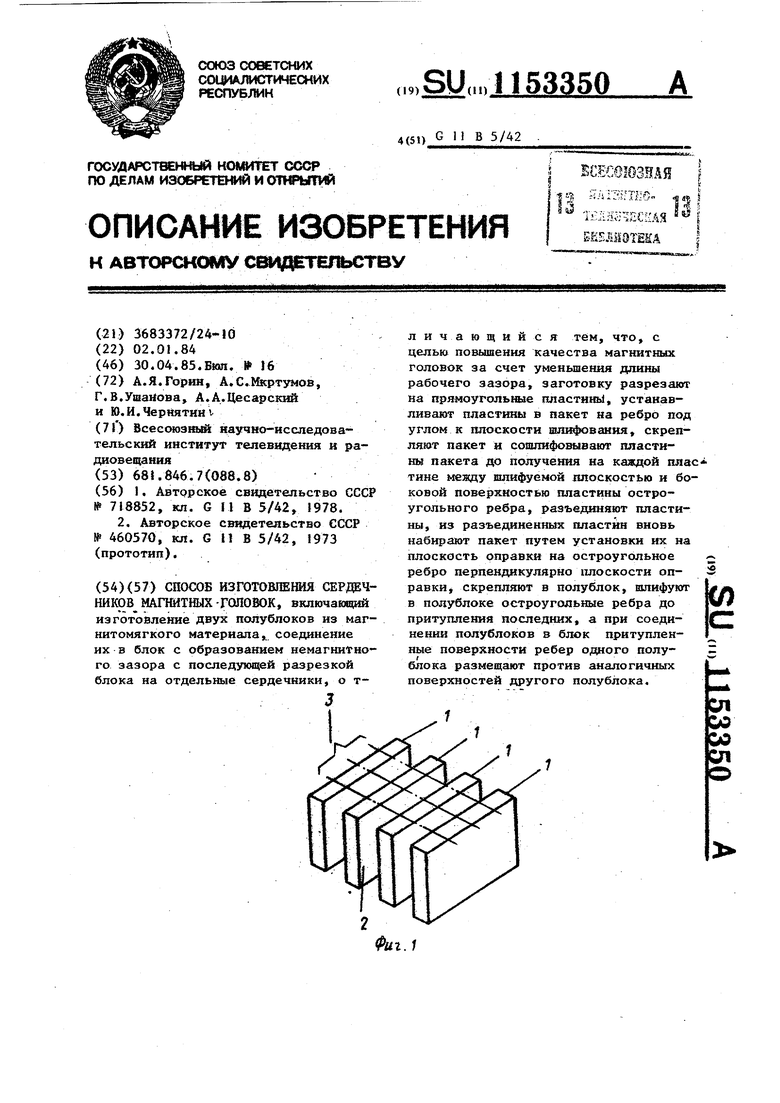
| I | |||
| Способ изготовления сердечника ферритовой магнитной головки | 1978 |
|
SU718852A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления ферритовых магнитных головок | 1973 |
|
SU460570A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
