1
Изобретение относится к приборостроению и может использоваться при создании ферритовых магнитных головок с достаточно высоким выходом готовых изделий на финише технологической линии.
Известны способы изготовления блока ферритовых магнитных головок, основанные на скреплении посредством расплавляемого стекла двух полублоков, где одновременно это же стекло формирует непроводящий рабочий зазор каждой головки в отдельности. В этом случае один из полублоков предварительно формуется с продольной пазовой проточкой, а другой выполняется сплошным, что позволяет избежать такого процесса, как прорезание в дальнейшем окна для обмотки. Но при этом не отнадает необходимость в механической обработке полученного блока и в его разделении на отдельные головки, что приводит к большим потерям из-за разрушения элементов головок. Кроме того, технология изготовления каждой отдельной головки также усложняется.
Цель изобретения - уменьшение вероятности разрушения головок в процессе их механической обработки и упрощение технологии их изготовления.
Эта цель достигается тем, что перпендикулярно пазовой проточке нарезают фигурные канавки, заполняют их сваривающим полублоки жидким стеклом и разделяют блок на отдельные головки после застывания стекла по линиям, совмещенным с продольными осями фигурных канавок, при этом формирование ширины дорожки записи и толщины самой головки осуществляют посредством выбора шага и глубины нарезки фигурных канавок.
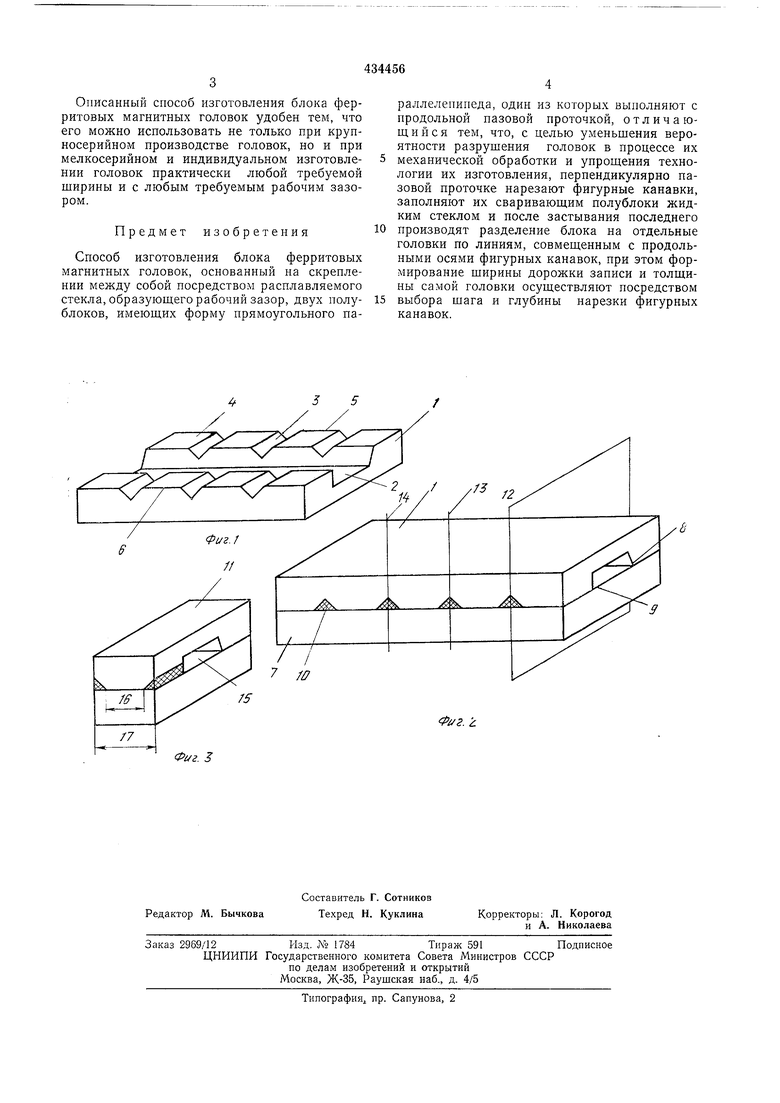
На фиг. 1 показан один из полублоков, выполненный с проточкой; на фиг. 2 - скрепленный блок; на фиг. 3 - отдельная головка, полученная после разделения блока. Полублок 1 выполнен с продольной пазовой проточкой 2, перпендикулярно которой нарезаны фигурные канавки 3. Полученные плоскости разъема 4 ограничены кромками 5 и 6. При скреплении полублоков 1 и 7 образуются носик 8 и пятка 9 блока. Жидкое расплавленное стекло 10 в процессе скрепления полублоков заполняет отверстия, образованные канавками 3 и плоскостью полублока 7. Блок разделяют на отдельные головки И по плоскостям 12, 13, 14, проходящим через осевые линии канавок 3. Намотку провода осуществляют через окно 15. Ширина дорожки записи 16 определяется расстоянием между краями канавок 3, а общая толщина головки 17 - расстоянием между осевыми линиями этих же канавок.
Описанный способ изготовления блока ферритовых магнитных головок удобен тем, что его можно использовать не только при крупносерийном производстве головок, но и при мелкосерийном и индивидуальном изготовлении головок практически любой требуемой ширины и с любым требуемым рабочим зазором.
Предмет изобретения
Способ изготовления блока ферритовых магнитных головок, основанный на скреплении между собой посредством расплавляемого стекла, образующего рабочий зазор, двух полублоков, имеющих форму прямоугольного параллелепипеда, один из которых выполняют с продольной пазовой проточкой, отличающийся тем, что, с целью уменьшения вероятности разрушения головок в процессе их механической обработки и упрощения технологии их изготовления, перпендикулярно пазовой проточке нарезают фигурные канавки, заполняют их сваривающим полублоки жидким стеклом и после застывания последнего
производят разделение блока на отдельные головки по линиям, совмещенным с продольными осями фигурных канавок, при этом формирование щирины дорожки записи и толщины самой головки осуществляют посредством
выбора шага и глубины нарезки фигурных канавок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопроводов ферритовых магнитных головок | 1976 |
|
SU657458A1 |
| Способ изготовления блока полюсных наконечников магнитных головок | 1981 |
|
SU1024975A1 |
| Способ изготовления ферритовых магнитных головок | 1973 |
|
SU460570A1 |
| Способ изготовления магнитной головки | 1989 |
|
SU1748185A1 |
| Способ изготовления многодорожечных магнитных головок | 1977 |
|
SU669391A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Блок ферритовых магнитных головок | 1974 |
|
SU488249A1 |
| Способ изготовления многодорожечного блока ферритовых магнитных головок | 1983 |
|
SU1089615A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНЫХ ГОЛОВОК | 1972 |
|
SU424226A1 |
