I
Изобретение относится к обработке металлов давлением.
Известно устройство для комбииированного деформирования, содержащее последователы-ю смонтированные на основании радиально-деформирующий инструмент и калибрующую матрипу.
Однако известное устройство не обеспечивает возможности получения изделий различной конфигурации неограниченной длины.
Целью изобретения является нолучение изделий различной конфигурации неограниченной длины.
Для этого оно снабжено расположенным соосно с матрицей подпружиненным ползуном с внутренней конической полостью и с приводом от клипа, а радиально-деформирующий инструмент выполнен в виде разжимной подпружиненной относительно матрицы цанги с наружной конической иоверхностью, взаимодействующей с конической полостью иолзуна.
Изобретение пояснено чертежами.
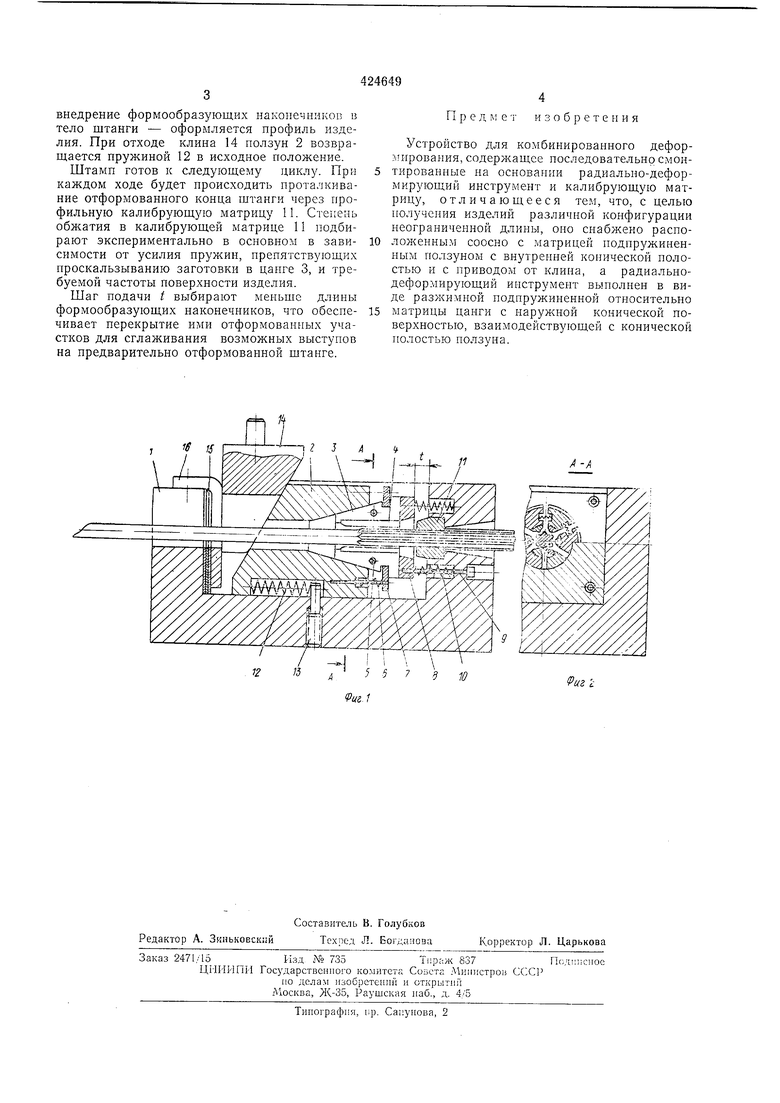
На фиг. 1 приведеиа с.хема конструкции устройства; на фиг. 2 - разрез А-А.
Устройство для комбинированного деформирования содержит основание 1, в котором размещен ползун 2, сопрягающийся с основанием по посадке движения и имеющий скос с одной стороны и конус с другой, в
конус входит цанга 3, выполняющая роль радиально-деформирующего инструмента. На внутренней поверхности цанги 3 установлены формообразующие наконечники 4. Нружины 5, 6 п пластина 7 обеснечивают разведение цанги 3, которая опирается на подпорную плиту 8, удерживаемую болтами 9 и пружинами 10. Калибрующая матрица 11 закрепляется на основании и имеет профиль издеЛИЯ и может быть составной или заменяться калибрующими профильными роликами с целью уменьшения усиления проталкивания изделия. Ползун 2 перемещается в одну сторону от действия возвратной пружины 12 и
ограничивающего упора 13, а в другую сторону от действия клина 14, закреп.1яемого хвоствиком в ползупе 2 пресса. Регулирование работы устройства осуществляют регулировочными ирокладками 15 п задним унором 16.
Устройство работает следующим образом. Заготовка в виде щтанги вводится в цангу 3 и устанавливается па участке формообразующих наконечников 4. Включают иресс, и клин 14, двигаясь вннз. подает внеред ползун 2. Цанга 3 зажпмает заготовку носиками формообразующих наконечников и двигается вместе с заготовкой на шаг t. При уноре илиты 8 в основание 1 движение цанги 3 вместе с заготовкой прекращается, и при дальнейшей подаче вперед ползуна происходит только
внедрение формообразующих наконечников в тело штанги - оформляется нрофиль изделия. При отходе клина 14 ползун 2 возвращается пружиной 12 в исходное ноложение.
Штамп готов к следующему циклу. При каждом ходе будет нроисходить проталкивание отформованного конца штанги через профильную калибрующую матрицу 11. Степень обжатия в калибрующей матрице 11 подбирают экспериментально в основном в зависимости от усилия пружин, препятствующих проскальзыванию заготовки в цанге 3, и требуемой частоты поверхности изделия.
Шаг подачи t выбирают мепьще длины формообразующих наконечников, что обеспечивает перекрытие ими отформованных участков для сглаживания возможных выступов на предварительно отформованной щтанге.
П р е д К е т и з о б р е т е н и я
Устройство для комбинированного деформирования, содержащее последовательно смонтированные на основании радиально-деформирующий инструмент и калибрующую матрицу, отличающееся тем, что, с целью получения изделий различной конфигурации неограниченной длины, оно снабжено расположенным соосно с матрицей подпружиненным ползуном с внутренней конической полостью и с приводом от клина, а радиальнодеформирующий инструмент выполнен в виде разжимной подпружиненной относительно матрицы цанги с наружной конической поверхностью, взаимодействующей с конической полостью ползуна.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104114C1 |
| Устройство для получения штучных заготовок, преимущественно плоских | 1989 |
|
SU1632565A1 |
| Устройство для раздачи трубных заготовок | 1980 |
|
SU940946A1 |
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ | 1980 |
|
SU987890A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ДИСКОВ, КОЛЕЦ, ФЛАНЦЕВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2232663C2 |
| Штамп для выдавливания удлиненных изделий | 1977 |
|
SU662226A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ТИПА "РАЗЖИМНОЙ КУЛАК" МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2008 |
|
RU2376121C2 |
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТОНКОСТЕННЫХ ПАТРУБКОВ | 1989 |
|
RU1630120C |
