1
Изобретение относится к полимерно му машиностроению и может быть использовано в установках для непрерывного изготовления листов из различных пенопластов.
Известна установка для изготовления листов из полимерных материалов. Экструдируемая заготовка от профилирующей головки подается на трехвалковый каландр, затем через рольганг на тянущие валки, йосле тянущих валков охлажденная листовая заготовка гильотинным ножом режется на мерные куски, которые штабелеукладчиком складируются на тележку или стеллаж l, ,5
Недостаток этой установки в том, что она не обеспечивает резки вспененных листов вследствие повышенной эластичности.
Наиболее близким к предлагаемому JQ является устройство для резки листов, из пенопластов, содержащее основание и планку, несущую натянутую режущую проволоку, нагреваемую электротоком|53«
Недостаток известного устройства состоит в том, что оно не может быть использовано в линии для непрерывного изготовления листов из пенопластов, вследствие низкого уровня механизации и малой производительности.
Цепь изобретения - повышение производительности и обеспечение возможности использования устройства тфи непрерывном изготовлении листов на пенопластов. /
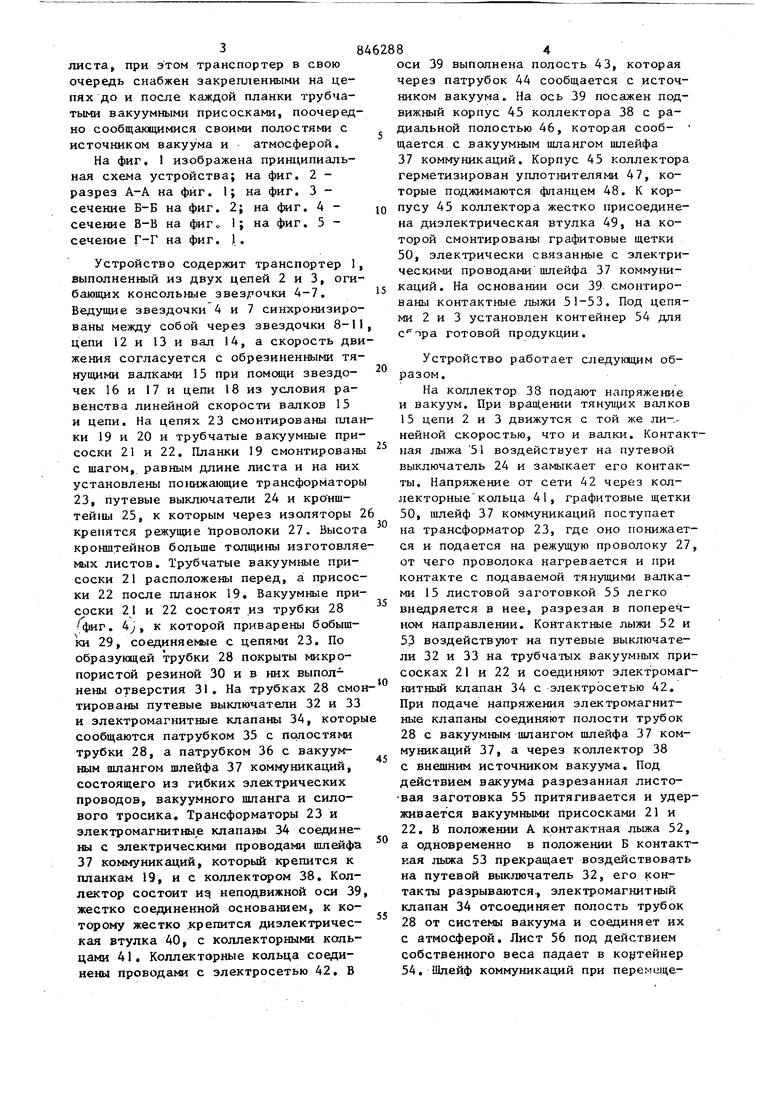
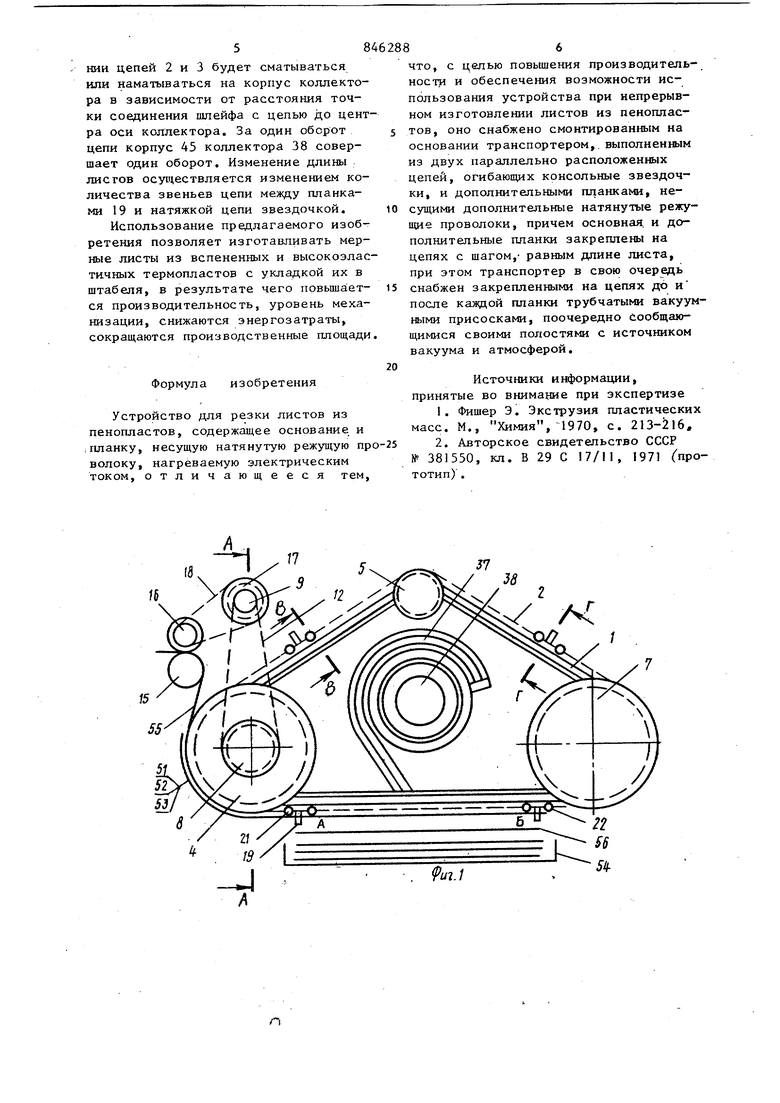
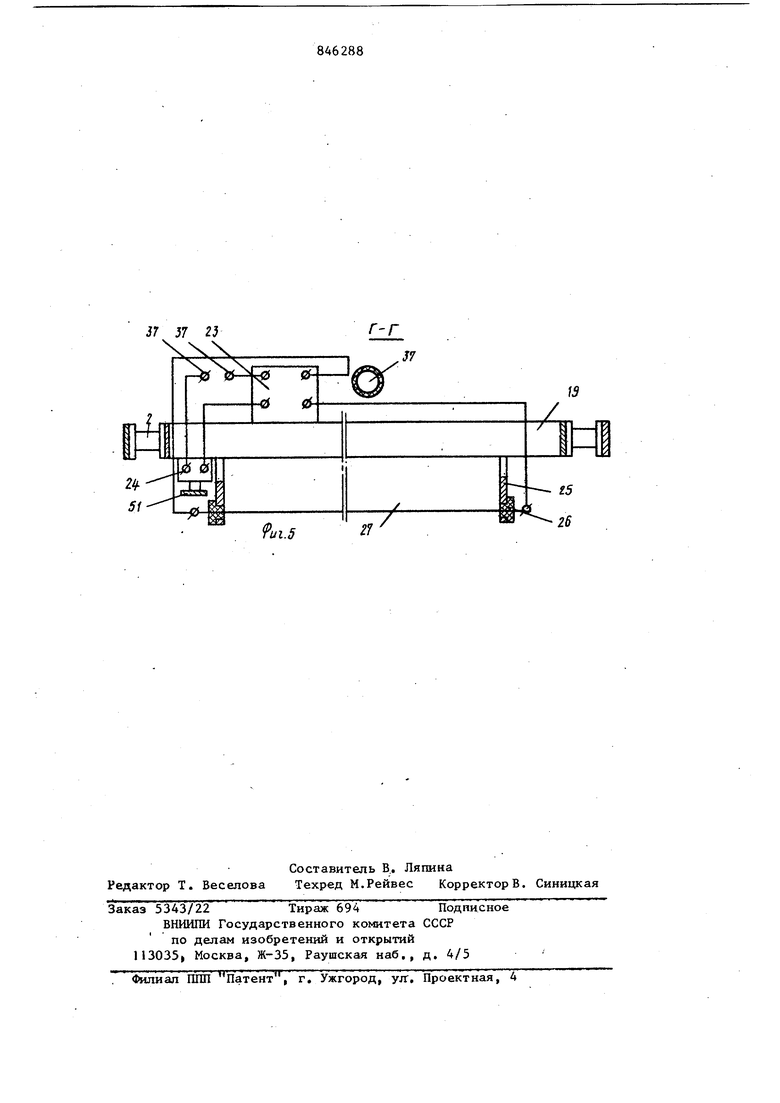
Цель достигается тем, что устройство для резки листов из пенопластов, содержащее основание и планку, нвсу щую натянутую р ежущую проволоку, нагреваемую электротоком, снабжено, смоятировднным на основании транспортером, выполненным из двутс параллельно расположенных цепей, огибающих консоиьные звездочки, и дополнительными плаиками, несущими дополнительиле натянутые режущее проволоки, причем основ ная и дополнительные планки закретшепд на цепях с , равным длине. листа, при этом транспортер в свою очередь снабжен закрепленными на цепях до и после каждой планки трубчатыми вакуумными присосками, поочередно сообщающимися своими полостями с источником вакуума и атмосферой. На фиг. 1 изображена принципиальная схема устройства; на фиг. 2 разрез А-А на фиг. I; на фиг. 3 сечение Б-Б на фиг. 2; на фяг. 4 сечение В-В на фиг о 1 на фиг. 5 сечение Г-Г на фиг. 1. Устройство содержит транспортер 1 выполненный из двух цепей 2 и 3, оги бающих консольные звез/точки 4-7. Ведущие звездочки 4 и 7 синхронизиро ваны между собой через звездочки 8-1 цепи 12 и 13 и вал 14, а скорость дви жения согласуется с обрезиненными тя нущими валками 15 при помощи звездочек 16 и 17 и цепи 18 из условия равенства линейной скорости валков 15 и цепи. На цепях 23 смонтированы пла ки 19 и 20 и трубчатые вакуумные при соски 21 и 22. Планки 19 смонтированы с щагом, равным длине листа и на них установлены понижающие трансформатор 23, путевые выключатели 24 и кронштейны 25, к которым через изоляторы крепятся режущие Проволоки 27. Высот кронштейнов больше толщины изготовля мых листов. Трубчатые вакуумные присоски 21 расположены перед, а присос ки 22 после планок 19, Вакуумные при соски 21 и 22 состоят из трубки 28 (фиг. 4у, к которой приварены бобышки 29, соединяег«)1е с цепями 23. По образующей трубки 28 покрыты микропористой резиной 30 и в них выполнены отверстия 31. На трубках 28 смо тированы путевые выключатели 32 и 33 и электромагнитные клапаны 34, котор сообщаются патрубком 35 с псшостями трубки 28, а патрубком 36 с вакуумным шлангом шлейфа 37 коммуникаций, состоящего из гибких электрических проводов, вакуумного пшанга и силового тросика. Трансформаторы 23 и электромагнитнь:,е клапаны 34 соединены с электрическими проводами шлейфа 37 коммуникаций, который крепится к планкам 19, и с коллектором 38. Коллектор состоит ид неподвижной оси 39 жестко соединенной основанием, к которому жестко .крепится диэлектрическая втулка 40, с коллекторными кольцами 41, Коллекторные кольца соединены проводами с электросетью 42. В ОСИ 39 выполнена полость 43, которая через патрубок 44 сообщается с источником вакуума. На ось 39 посажен подвижный корпус 45 коллектора 38 с радиальной полостью 46, которая сооб- щается с вакуумным шлангом шлейфа 37 коммуникаций. Корпус 45 коллектора герметизирован уплотнителями 47, которые поджимаются фланцем 48. К корпусу 45 коллектора жестко присоединена диэлектрическая втулка 49, на которой смонтированы графитовые щетки 50, электрически связанные с электрическими проводами шлейфа 37 коммуникаций . На основании оси 39 смонтированы контактные лыжи 51-53. Под цепями 2 и 3 установлен контейнер 54 для готовой продукции. Устройство работает следующим образом. На коллектор 38 подают напряжение и вакуум. При вращении тянуи их валков 15 цепи 2 и 3 движутся с той же ли-нейной скоростью, что и валки. Контактная лыжа 51 воздействует на путевой выключатель 24 и замыкает его контакты. Напряжение от сети 42 через коллекторные кольца 41, графитовые щетки 50, шлейф 37 коммуникаций поступает на трансформатор 23, где оно понижается и подается на режущую проволоку 27, от чего проволока нагревается и при контакте с подаваемой тянущими валками 15 листовой заготовкой 55 легко внедряется в нее, разрезая в поперечном направлении. Контактные лыжи 52 и 53 воздействуют на путевые выключатели 32 и 33 на трубчатых вакуумных присосках 21 и 22 и соединяют электромагнитный клапан 34 с электросетью 42. При подаче напряжения электромагнитные клапаны соединяют полости трубок 28 с вакуумным шлангом шлейфа 37 коммуникаций 37, а через коллектор 38 с внешним источником вакуума. Под действием вакуума разрезанная листовая заготовка 55 притягивается и удерживается вакуумными присосками 21 и 22, Ъ положении А контактная лыжа 52, а одновременно в положении Б контакткая льБка 53 прекращает воздействовать на путевой выключатель 32, его контакты разрываются., электромагнитный клапан 34 отсоединяет полость трубок 28 от системы вакуума и соединяет их с атмосферой. Лист 56 под действием собственного веса падает в коцтейнер 54. Шлейф коммуникаций при перемшдеНИИ цепей 2 и 3 будет сматываться или наматываться на корпус коллектора в зависимости от расстояния точки соединения шлейфа с цепью до цент ра оси коллектора. За один оборот цепи корпус 45 коллектора 38 совершает один оборот. Изменение длины листов осуществляется изменением количества звеньев цепи между планками 19 и натяжкой цепи звездочкой. Использование предлагаемого изобретения позволяет изготавливать мерные листы из вспененных и высокоэлас тичных термопластов с укладкой их в штабеля, в результате чего повьша ется производительность, уровень механизации, снижаются энергозатраты, сокращаются производственные площади Формула изобретения Устройство для резки листов из пенопластов, содержащее основание и iпланку, несущую натянутую режущую пр волоку, нагреваемую электрическим током, отличающееся тем. что, с целью повьццения производительности и обеспечения возможности использования устройства при непрерывном изготовлении листов из пенопластов, оно снабжено смонтированным на основании транспортером,, выполненным из двух параллельно расположенных цепей, огибающих консольные звездочки, и дополнительными планками, несущими дополнительные натянутые режущие проволоки, причем основная, и дополнительные планки закреплены на цепях с шагом,- равным длине листа, при этом транспортер в свою очередь снабжен закрепленными на цепях до и после каждой планки трубчатыми вакуумными присосками, поочередно сообщающимися своими полостями с источником вакуума и атмосферой. Источники информации, принятые во внимание при экспертизе 1.Фишер Э. Экструзия пластических масс. М., Химия, 1970, с. 213-216. 2.Авторское свидетельство СССР № 381550, кл. В 29 С 17/11, 1971 /прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки упаковок в тару | 1985 |
|
SU1504166A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| Устройство для укладки листов в пирамиду | 1989 |
|
SU1776644A1 |
| Линия раскроя листового материала | 1984 |
|
SU1292947A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЛЮМИНОФОРА НА КОЛБЫ ТРУБЧАТЫХ ЛЮМИНЕСЦЕНТНЫХ ЛАМП | 1973 |
|
SU375710A1 |
| ПРЕСС ДЛЯ ВЫРУБКИ ЗАГОТОВОК | 1973 |
|
SU361098A1 |
| Устройство для упаковывания листового материала в бумагу | 1986 |
|
SU1458280A1 |
| Автоматическая линия для обработки матричных листовых катодов | 1970 |
|
SU383353A2 |
| Устройство для переноса заготовок | 1983 |
|
SU1105264A1 |
| Станок для резки стеклянных труб | 1985 |
|
SU1468875A1 |
/
IC
иг.5
J7 J7 2J
ГГ
