Изобретение относится к области обработки металлов давлением, в частности к кузнечноштамповочному производству.
Известен способ изготовления изделий путем ковки заготовки плоскими бойками, одному из которых сообщают качательное движение относительно оси приложения нагрузки. Для равномерного распределения пластической деформации по объему поковки по предлагаемому способу одновременно с качанием бойка осуществляют перемещение заготовки по зеркалу последнего в сторону его наклона.
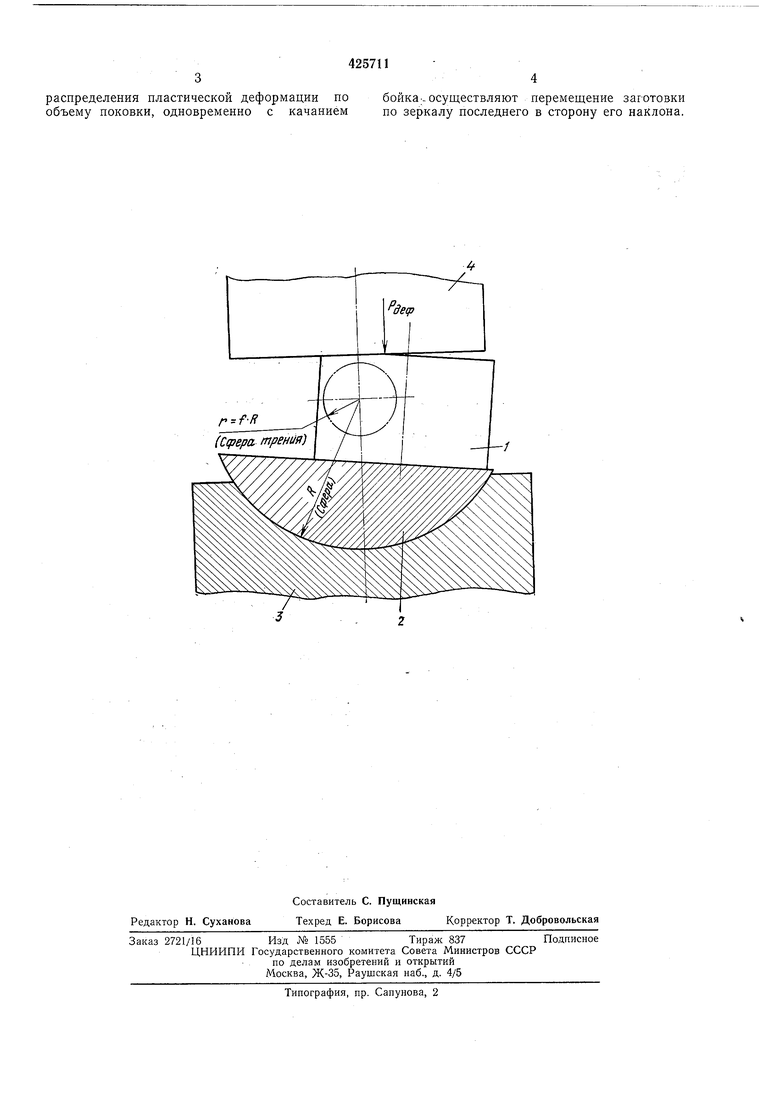
Предлагаемый способ иллюстрируется чертежом.
Заготовку 1 устанавливают на нижний плоский боек 2 со сферической опорой, совершающий качательное движение относительно оси приложения нагрузки, смонтированный в основании 3.
Деформирование заготовки осуществляют верхним плоским бойком 4. В процессе ковки осуществляют смещение заготовки по зеркалу бойка 2 в сторону его наклона. При смещении заготовки в процессе ковки возникает неуравновешенный момент, поворачивающий боек на определенный угол. Угол наклона бойка находится в соответствии с направлением и величиной смещения заготовки, а также с ее размерами.
при повороте бойка направление равнодействующей деформирующих сил изменяется и его поворот происходит до тех пор, пока направление равнодействующей не пересечет сферы трения, радиус г которой равен произведению радиуса R опорной сферы бойка на коэффициент трения / в опоре.
Величина сферы трения определяет границы мертвой зоны, перемещение равнодействующей в пределах которой не вызывает изменения положения бойка. Величина зоны пластической деформации определяется при прочих равных условиях углом наклона заготовки по отношению к неподвижному бойку. Данным способом можно осуществлять осадку цилиндрической и шестигранной заготовок и исправление завала при кузнечной протяжке.
При осадке цилиндрической заготовки очаг деформации перемещается к периметру, что исключает образование бочки.
При осадке шестигранной призмы сечение заготовки остается шестигранным.
Предмет изобретения
Способ изготовления изделий путем ковки заготовки плоскими бойками, одному из которых сообщают качательное движение относительно оси приложения нагрузки, отличающийся тем, что, с целью равномерного
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий | 1975 |
|
SU582880A1 |
| Способ определения коэффициента контактного трения при пластическом деформировании металлов сжатием | 1985 |
|
SU1289579A1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2541238C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2016 |
|
RU2634543C1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРЫ В ЗАГОТОВКАХ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2011 |
|
RU2456111C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2015 |
|
RU2614918C2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2350454C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ДЕТАЛЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2364464C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655504C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ | 2013 |
|
RU2538129C1 |