1
Изобретение относится к литейному производству и может быть применено для заливки различными сплавами преимущественно средних и крупных литейных форм.
Известны литниковые чаши для заливки металла, содержащие корпус чаши, приемную и расходную секции, разделенные перегородкой и порогом, образующими между собой сплошную щель для прохождения металла, и разливочное отверстие в дне чаши.
Однако вследствие сильного перемешивания металла нри его заливке шлаки и воздушные включения не успевают всплыть вверх в приемной секции, уносятся потоком в расходную секцию и оттуда неизбежно попадают вместе с металлом через разливочное отверстие в отливку. В результате понижается качество лИтья (особенно при заливке металлоемких форм).
С целью повышения эффективности шлакозадержания расходная секция предлагаемой литниковой чаши снабжена дополнительной перегородкой и порогом, образующими промежуточную шлакозадерживающую секцию, соединяющуюся с приемной и расходной секциями сплошными щелями, а дно чаши под промежуточной секцией выполнено с уклоном вверх по направлению течения металла.
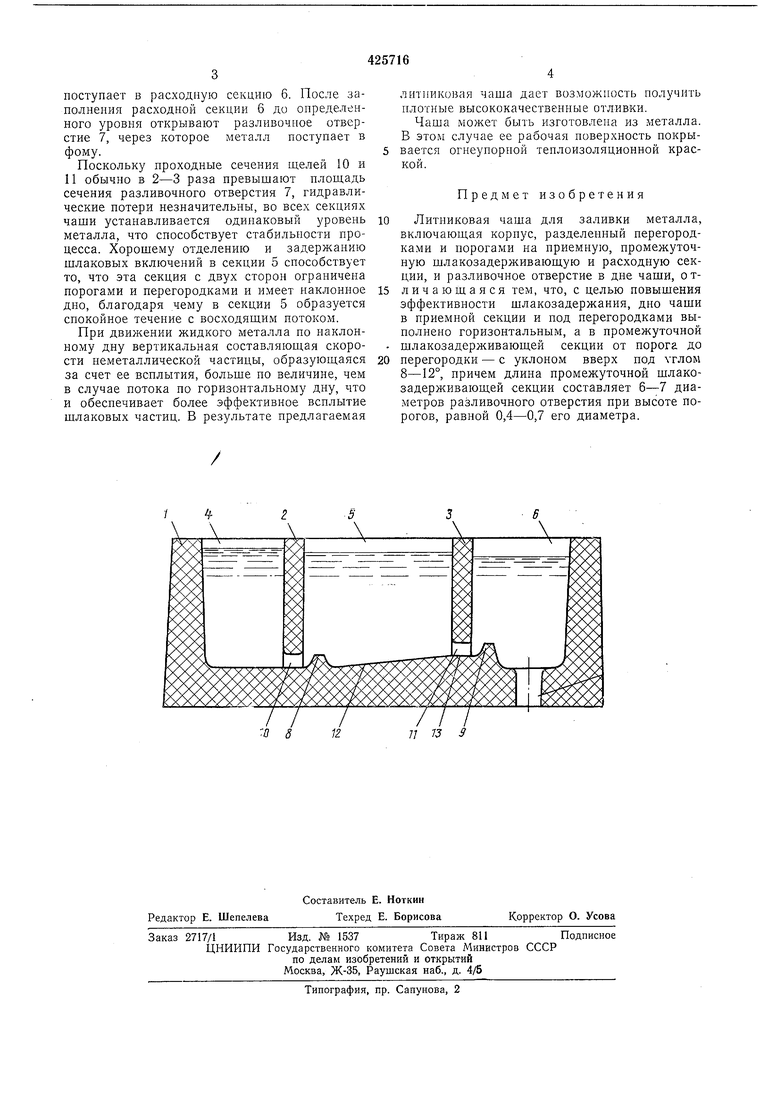
На чертеже изображена описываемая литниковая чаша для заливки металла, разрез.
Чаша изготовлена из стержневой смеси и содержит корпус 1, перегородки 2 и 3, разделяющие чащу на приемную 4, промея уточную щлакозадерживающую 5 и расходную 6
секции, разливочное отверстие 7, пороги 8 и 9, образующие с перегородками 2 и 3 соответственно сплошные щели 10 и 11, соединяющие между собой секции 4, 5 и 6. Дно 12 литниковой чаши под промежуточной секцией 5 выполнено с.уклоном вверх, нереходящим под порогом 9 в горизонтальный участок 13, что обеспечивает, наряду с уменьшением высоты перегородки 3 по сравнению с высотой перегородки 2, одинаковые высоты порогов 8 и 9,
а также щелей 10 и 11. Угол наклона дна 12 относительно горизонтальной части дна чаши принимают в пределах от 8 до 12°. Длину промежуточной секции 5 устанавливают в пределах 6-7 диаметров разливочного отверстия 7,
а высоту порогов - в пределах 0,4-0,7 диаметра разливочного отверстия.
Заливку металла через литниковую чашу производят следующим образом.
Закрывают пробкой (на чертеже не показана) разливочное отверстие 7 и заливают металл в приемную секцию 4. Из секции 4 металл поступает в шлакозадерживающую секцию 5, где шлаковые частицы и воздушные включения отделяются от металла и всплывают наверх. Чистый металл через щель 11
поступает в расходную секцию 6. После заполнения расходной секцин 6 до онределенного уровня открывают разливочное отверстие 7, через которое металл поступает в фому.
Поскольку проходные сечения щелей 10 и 11 обычно в 2-3 раза превышают площадь сечения разливочного отверстия 7, гидравлические потери незначительны, во всех секциях чащи устанавливается одинаковый уровень металла, что способствует стабильности процесса. Хорошему отделению и зад,ержанию щлаковых включений в секции 5 способствует то, что эта секция с двух сторон ограничена порогами и перегородками и имеет наклонное дно, благодаря чему в секции 5 образуется спокойное течение с восходящим потоком.
При движении жидкого металла по наклонному дну вертикальная составляющая скорости неметаллической частицы, образующаяся за счет ее всплытия, больше по величине, чем в случае потока по горизонтальному дну, что и обеспечивает более эффективное всплытие щлаковых частиц. В результате предлагаемая
литниковая чаша дает возможность получить плотные высококачественные отливки.
Чаша может быть изготовлена из металла. В этом случае ее рабочая поверхность покрывается огнеупорной теплоизоляционной краской.
Предмет изобретения
Литниковая чаша для заливки металла, включающая корпус, разделенный перегородками и порогами на приемную, промежуточную щлакозадерживающую и расходную секции, и разливочное отверстие в дне чащи, отличающаяся тем, что, с целью повышения эффективности шлакозадержания, дпо чаши в приемной секции и под перегородками выполнено горизонтальным, а в промежуточной щлакозадерживающей секции от порога до
перегородки - с уклоном вверх под УГЛОМ 8-12°, причем длина промежуточной шлакозадерживающей секции составляет 6-7 диаметров разливочного отверстия при высоте порогов, равной 0,4-0,7 его диаметра.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Способ локального модифицирования чугунных отливок | 1981 |
|
SU1031643A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| Способ получения высокопрочного чугуна и устройство для его осуществления | 1986 |
|
SU1379314A1 |
| Литниковая система | 1990 |
|
SU1734925A1 |
| Литниковая чаша | 1982 |
|
SU1072983A1 |
| Дроссельная литниковая система | 1986 |
|
SU1316744A1 |
| Литниковая система | 1984 |
|
SU1210958A1 |
| Устройство для модифицирования жидкого металла | 1981 |
|
SU986588A1 |
| Кокильная оснастка | 1977 |
|
SU644596A1 |
12
/11
п з 3
