1
Известен способ дуговой электрической сварки, при котором ток и детали подводят с помощью скользящего токонодвода, перемещающегося синхронно с электродом.
Однако осуществление такой схемы сварки приводит к значительному усложнению оборудования.
Предложенный способ отличается от известного тем, что в качестве скользящего токоподвода при сварке неплавящимся электродом используют присадочную проволоку, которую подают к краю жидкой ванны.
Это повышает производительность и экономичность процесса сварки.
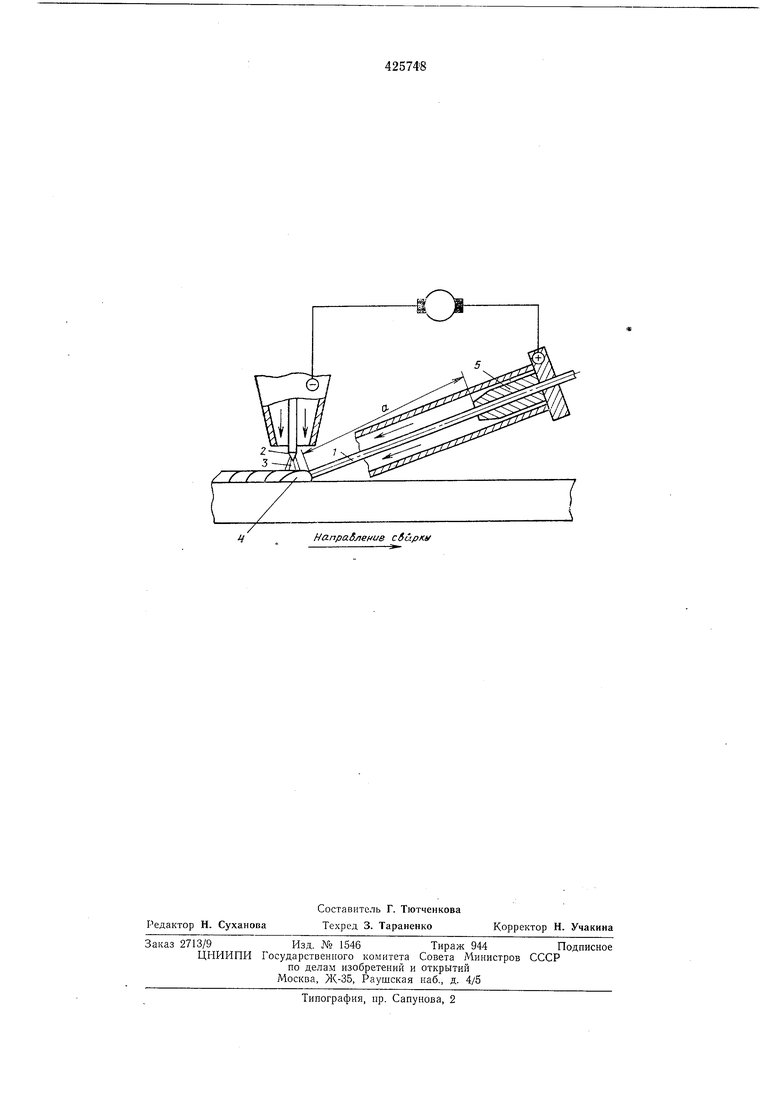
Предлагаемый способ иллюстрируется чертежом.
Между присадочной проволокой 1 и вольфрамовым электродом 2 возбуждают дугу 3.
После выдержки, в процессе которой образуется сварочная ванна 4, начинают перемещать дугу 3 в направлении сварки. Одновременно подают присадочную проволоку 1 в направлении, противоположном направлению сварки. Температуру подогрева присадочной проволоки при этом регулируют изменением ее вылета а от токоподводящего мундштука 5.
Токоподвод сварочного тока осуществляют с замыканием через сварочную ванну с подводом (+) к присадочной проволоке и (-) к электроду.
Подогрев присадочной проволоки осуществляют за счет сопротивления присадочной проволоки при прохождении сварочного тока.
Разогретую проволоку защищают потоком нейтрального газа, нронускаемого концентрнчно подаваемой проволоке по дополнительному соплу.
В процессе сварки токоподвод к изделию все время осуществляется через расплав сварочной ванны, что уменьщает расход электроэнергии для ведения процесса и позволяет увеличить производительность.
Кроме этого за счет этой же энергии происходит подогрев присадочной проволоки.
Отпадает необходимость в дополнительном источнике для нагрева присадочной проволоки. Это в свою очередь также повышает экономичность предлагаемого способа.
Предмет изобретения
Способ дуговой сварки со скользящим токоподводом, отличающийся тем, что, с целью повышения производительности и экономичности процесса сварки неплавящимся электродом с присадочной проволокой, в качестве скользящего токонодвода используют присадочную проволоку, которую подают к краю жидкой ванны в направлении, противоположном направлению сварки.
З-Д
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПОГРУЖЕННОЙ ДУГОЙ | 1998 |
|
RU2146189C1 |
| Способ дуговой сварки неплавящимся электродом | 1977 |
|
SU707717A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 2008 |
|
RU2384383C1 |
| Способ автоматической электродуговой сварки | 1990 |
|
SU1808560A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 2000 |
|
RU2202453C2 |
| Способ дуговой сварки неплавящимся электродом | 1986 |
|
SU1655693A1 |
| Способ дуговой сварки неплавящимся дисковым электродом | 1987 |
|
SU1493413A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1973 |
|
SU395200A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| Способ автоматической дуговой сварки и наплавки | 1988 |
|
SU1590256A1 |
/
Напраблвние сбйрка
