1
Изобретение относится к области абразивной обработки и может найти применение при производстве подшипников, например при обработке внутренних поверхностей колец подшипников.
Известен способ управления процессом шлифования с автоматическим поддержанием постоянства мош,ности и скорости шлифования.
Недостатком известного способа является увеличение удельной нагрузки на зерна в связи с уменьшением длины дуги контакта детали и круга по мере износа и уменьшения диаметра последнего. Следствием этого является разброс по чистоте обработанной поверхности в зависимости от величины износа круга.
Предложенный способ отличается от известного тем, что скорость шлифования изменяют по закону
и.
I/. I/O К
Уг: - текуш,ая скорость шлифования,
е м/сек;
УО - скорость шлифования при начальном диаметре круга, м/сек; f/o, - - соответственно начальное и текущее значения диаметра шлифовального круга, мм; а - показатель степени, значение которого изменяется в пределах 1,15-1,23.
Указанный диапазон изменения показателя степени а является оптимальным для шлифования закаленных деталей из стали ШХ-15, жаропрочных и цементируемых подшипниковых сталей при твердости , равной 61-64 единицам.
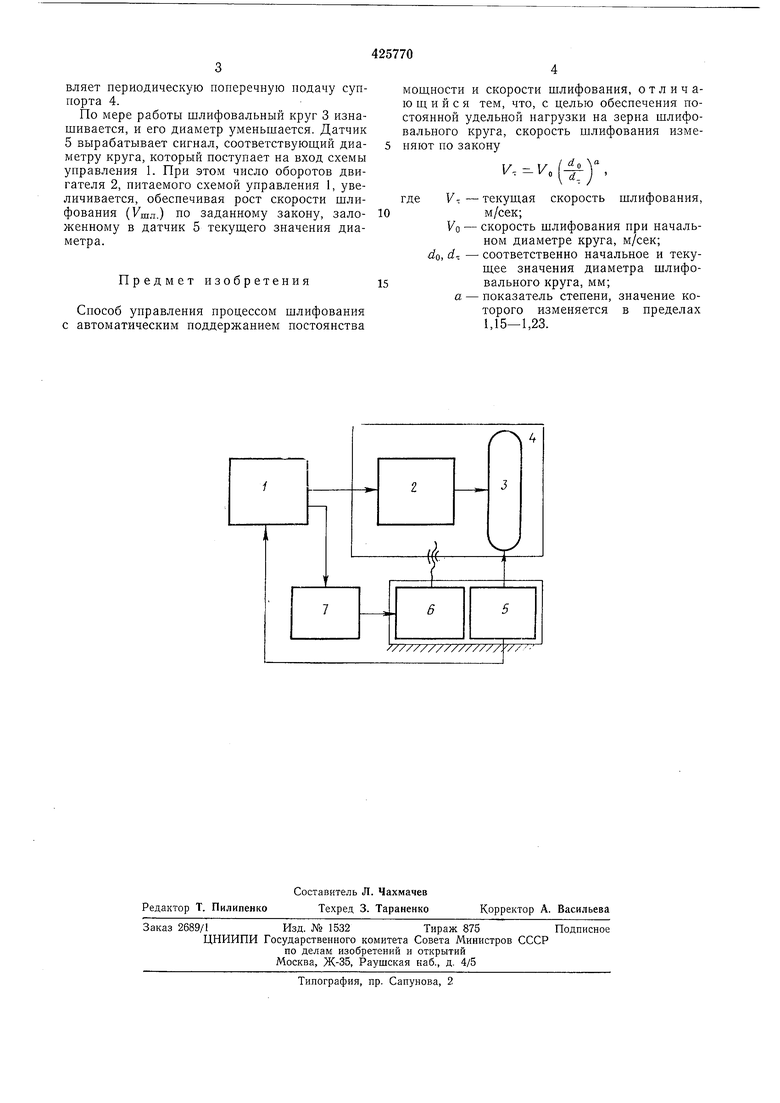
На чертеже приведена блок-схема системы управления шлифовальным полуавтоматом, позволяюш,ая осуш,ествить предложенный способ шлифования, однако во всех случаях должно сохраняться условие, когда а 1.
Схема управления процессом шлифования состоит из схемы управления 1 двигателем 2 шлифовального круга 3, установленных на
5 суппорте 4, датчика 5 текущего значения диаметра шлифовального круга 3, двигателя 6 поперечной подачи, суппорта 4 и схемы управления 7. При работе полуавтомата система управле0 ния поддерживает постоянство мощности шлифования и изменение скорости шлифования таким образом, что удельная нагрузка на зерна круга остается постоянной. Сигнал, пропорциональный мощности шлифования, выработанный в схеме управления 1, поступает на вход схемы управления 7. В схеме управления 7 поступивший сигнал сравнивается с уставкой по мощности шлифования. При отклонении сигнала от уставки схема уп,0 равления 7 с помощью двигателя 6 осуществляет периодическую поперечную подачу суппорта 4.
По мере работы шлифовальный круг 3 изнашивается, и его диаметр уменьшается. Датчик 5 вырабатывает сигнал, соответствуюший диаметру круга, который поступает на вход схемы управления 1. При этом число оборотов двигателя 2, питаемого схемой управления 1, увеличивается, обеспечивая рост скорости шлифования (Ушл.) по заданному закону, заложенному в датчик 5 текущего значения диаметра.
Предмет изобретения
Способ управления процессом шлифования с автоматическим поддержанием постоянства
мошности и скорости шлифования, отличающийся тем, что, с целью обеспечения постоянной удельной нагрузки на зерна шлифовального круга, скорость шлифования изменяют по закону
d.
V-.V,
d.
текущая скорость шлифования,
Уг
де м/сек;
1/0 - скорость шлифования при начальном диаметре круга, м/сек; du, rfi - соответственно начальное и текушее значения диаметра шлифовального круга, мм;
а - показатель степени, значение которого изменяется в пределах 1,15-1,23.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом шлифования | 1978 |
|
SU791505A1 |
| Способ управления процессом шлифования | 1976 |
|
SU631322A2 |
| Способ управления шлифованием | 1985 |
|
SU1288039A1 |
| Устройство для автоматического регулирования поперечной подачи шлифовальных станков | 1976 |
|
SU576205A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Способ управления процессом шлифования | 1980 |
|
SU956257A2 |
| СПОСОБ ШЛИФОВАНИЯ | 1992 |
|
RU2021093C1 |
| Устройство для автоматического управления поперечной подачей шлифовального станка | 1982 |
|
SU1017480A2 |
| Способ автоматического управления процессом врезного шлифования | 1981 |
|
SU952555A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРАВКОЙ АБРАЗИВНОГО ИНСТРУМЕНТА | 1972 |
|
SU453289A1 |
