(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ШЛИФОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ШЛИФОВАПИЯ | 1971 |
|
SU425770A1 |
| Способ управления процессом шлифования | 1978 |
|
SU791505A1 |
| Механизм подачи | 1974 |
|
SU490640A2 |
| Способ управления циклом круглого шлифования | 1986 |
|
SU1430241A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Способ шлифования | 1985 |
|
SU1311913A1 |
| Способ управления циклом круглого врезного шлифования | 1989 |
|
SU1715562A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| Способ круглого шлифования | 1985 |
|
SU1255398A1 |
| Устройство для моделирования процесса шлифования | 1987 |
|
SU1571626A1 |
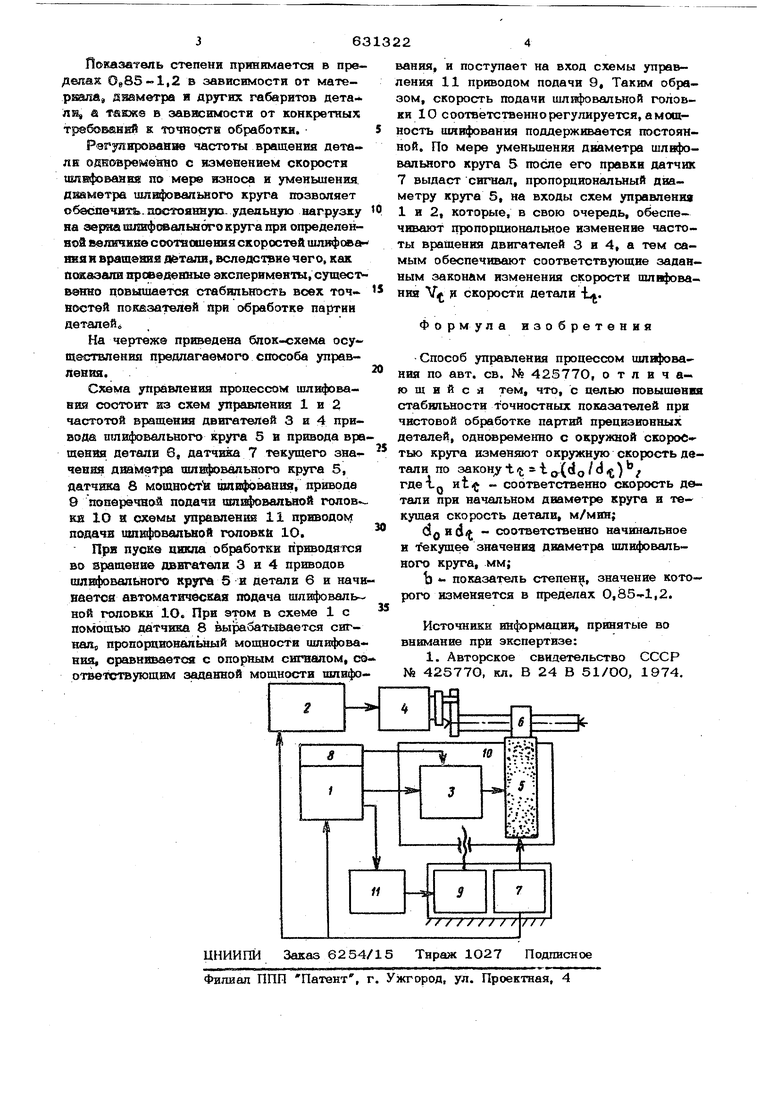
Изобретение относится к абразивной абработке, преимущественно, к круглому наружному врезному шлифованию. По основному авт. св. № 42577О известен способ управления процессом шлифования с автоматическим поддержанием постоянства мощности шлифования, при ко тором, с целью обеспечения постоянной удельной нагрузки на зерна шлифовального круг, скорость-шлифования изменяют по закону V Vo (do /dt)« гдеУ, - те&ущая скорость шилфования, м/сек; Vjj - скорость шлифования приначальном диаметре круга , м/сек; d g соотве г ственио начальное и текущее значения диаметра шлифовального круга, мм; с1 - показатель степени flj. Недостатком известного способа является то, что при, увеличении скорости шлв фовакия по мере износа шлифовального круга и уменьшения его диаметра изменяется соотношение О скорости шлифования V и скорости вращения детали . Это првк воднт к разбросу по величине показателей тячности геометрической формы в партин обработанных деталей, особенно изготавливаемых из конструкционных сталей, а также к увеличению рассеивания размеров при работе с прибором активного контроля размера. Следовательно, область исполЬ зования известного способа ограничена. Цель изобретения - повышение стабильности всех точносгЕых показателей при обработке партии прецизионных деталей одновременно с обеспечениегч постоянной удельной нагрузки на зсфно гилифовального круга, Это достигается тем, что по предлагаемому способу одновременно с автоматическим изменением скорости шл.иф6ванв1Е изменяют и скорость вращения детали по закону to((ioMt)/ гдет/ - текущая скорость детали, м/мш t-a - скорость детали пра начальной скорости шлифования, и, следоватвпьно, начальном диаметре круга, м/мин; ( . соответственно начальное и текущее значения диаметра шлифовального круга, мм; 1з - показатель степени.
