I
Изобретение относится к металлообработке, в частности к обработке металлов протягиванием.
Известны устройства для обработки отверстий в деталях типа колец прошивками двустороннего действия, перемещаемыми гидравлическим узлом подачи в на1правлении к обрабаты ваемой заготов ке.
С целью повышения производительности устройства и облегчения смены инструмента в предлагаемом устройстве поршень гидроцилиндра подачи выполнен в виде составного плунжера, снабженного центральным калиброванным отверстием для прошивки и упорными скалками, жестко за;крепленными в крышках цилиндра, причем плоскость разъема плунжера совпадает с плоскостью загрузки заготовки.
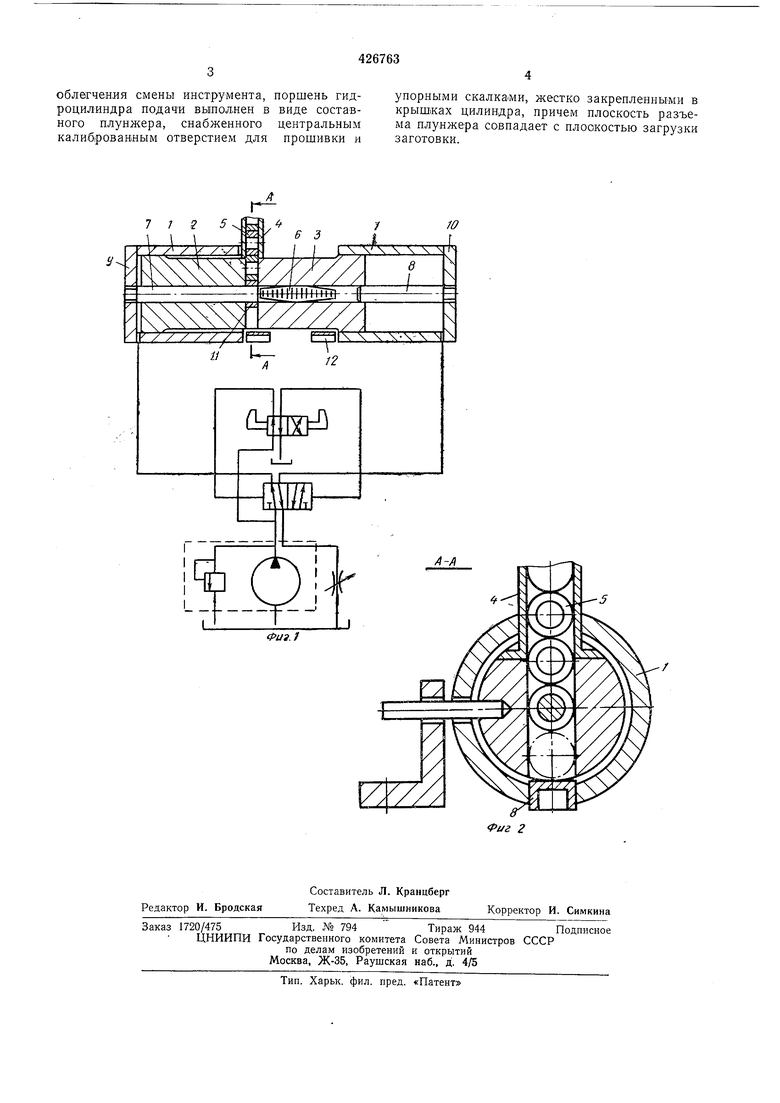
На фиг. 1 представлено предлагаемое устройство, продольный разрез; на фиг. 2 - разрез по А-А на фиг. 1.
В корпусе / гидроцилиндра подачи размеш,ен плунжер, составленный из двух частей 2 и 3, жестко соединенных между собой и с лотком 4 загрузки заготовок 5.
В калиброванном центральном отверстии плунжеров 2 к 3 размеш,ены инструмент 6 и упорные скалки 7 и 8, закрепленные в крышках 9 и 10 цилиндра.
При иодаче давления масла в левую (по чертежу) полость гидродилиндра / плунжера 2 и 5 вместе с лотком 4 и инструментом 6 перемешается вправо. Когда обработанная заготовка // сойдет со скалки 7, столб заготовок 5 в лотке 4 под действием собственного
веса опустится вниз до ограничителя 12, против ииструмента остановится следующая, подлежащая обработке деталь. После упора инструмента 6 в торец скалки 8 при продолжающемся движении плунжера вправо происходит обработка отверстия в заготовке, а обработанная заготовка сбрасывается в тару (не показана).
После перемещения плунжера 2 и 3 в крайнее правое положение обработанная заготовка надевается на скал.ку 8, и обработка следующей заготовки производится при перемещении плунжеров и 5 в обратном направлении.
Для смены ииструмента плунжера 2 и 3 разъединяются и отводятся в крайние положения, при этом прошивка 6 освобождается.
Предмет изобретения
Устройство для обработки отверстий в деталях типа колец прошивкой двустороннего действия, перемещаемой гидравлическим узлом подачи в направлении к обрабатываемой заготовке, отличающееся тем, что, с целью повыщения производительности устройства и
облегчения смены инструмента, поршень гидроцилиндра подачи вынолнен в виде составного плунжера, снабженного центральным калиброванным отверстием для прошивки и
упорными скалками, жестко закрепленными в крышках цилиндра, причем плоскость разъема плунжера совпадает с плоскостью загрузки заготовки.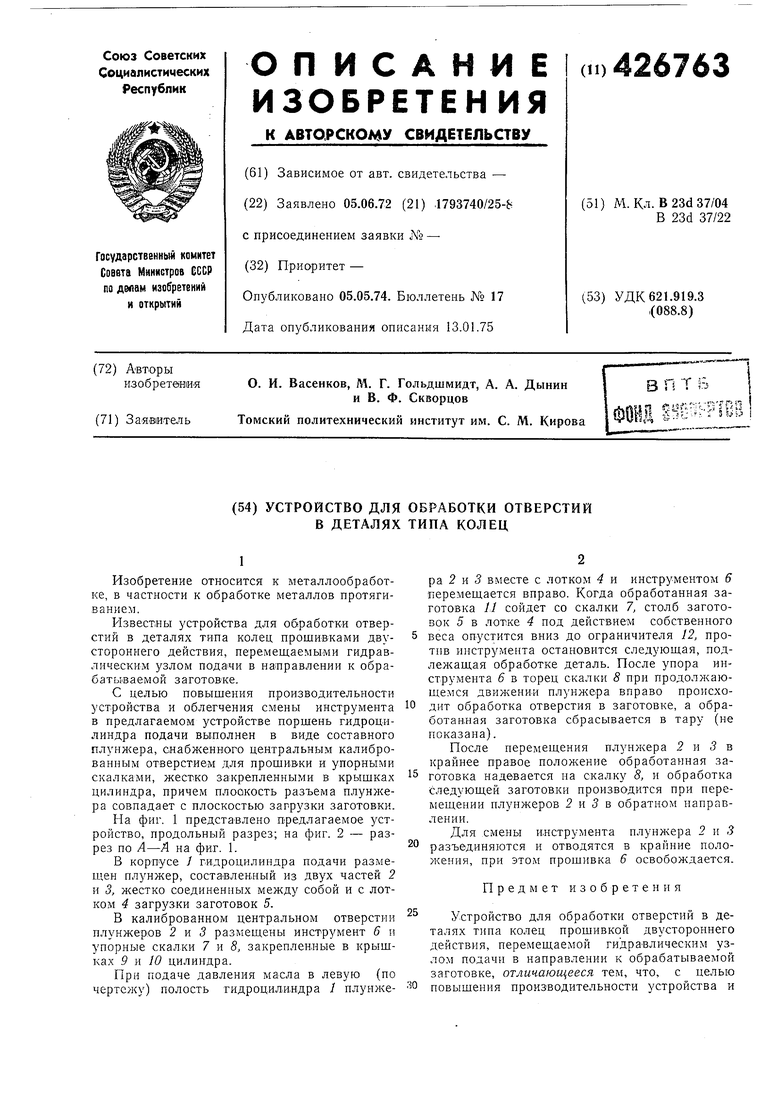
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2021097C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 1995 |
|
RU2076798C1 |
| Устройство для протягивания отверстий в деталях типа втулка и колеп | 1976 |
|
SU573272A1 |
| Способ прокатки колец шарикоподшипников и устройство для его осуществления | 1980 |
|
SU967636A1 |
| УСТРОЙСТВО ДЛЯ БЕЗАБРАЗИВНОЙ ПОЛИРОВКИ | 1971 |
|
SU423612A1 |
| Пресс для прошивки заготовок | 1969 |
|
SU491230A3 |
| ПАТЕКТНО-ТЕХК-Г'Е'КАЯСЧВЛНО~Г!(А! | 1970 |
|
SU271240A1 |
| Устройство к прессу простого действия для крепления сменного инструмента | 1980 |
|
SU927376A1 |
| ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU268137A1 |
| Устройство для обработки отверстий в деталях типа колец | 1977 |
|
SU618216A2 |