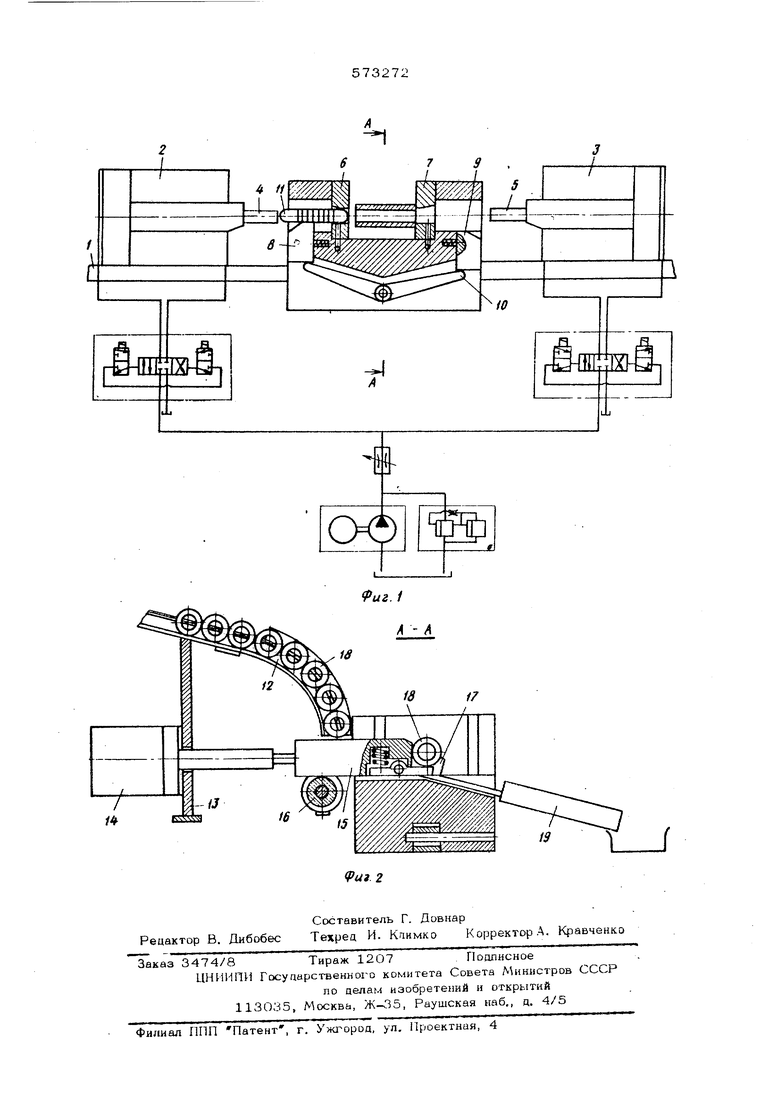
полней в виде ПЕШвмоципиидрасдосыпатепем, к торый снабжен JIOдпpyжинeaным шарнирным захватом. На фиг. 1 изображено описываемое устройство, рродольный разрез, на фиг. 2 разрез А-А .на фиг. 1, Устройство состоит из основания 1, на котором CDOCHO расположены и жестко закрепг(еныгипроциаиндры2,3 со штоками 4, 5, опор 6 и 7 с отверстиями для про.ходи инструмента и базовыми поверхностями для торцов заготовок и подвижных опор 8, 9 с базовыми поверхностями для инструмента и скосами, равноплечего рычага 10 и прошивки 11 двустороннего действия. Механизм подачи эагбтовок в зону обработки содержит наклонный лоток 12, за. крепленный на основании 1 с помощьюстрй- ки 13, На этой стойке жестко закреплен пневмоцилиндр 14 с досылагелем 15, который поддерживается и направляется роликом 16. Досылатель снабжен подпружиненным шарнирным захватом 17. В наклонном лотке 12 свободно размешены заготовки 18. Обраббтанньге детали скатьшаются по желобу 19 в сборник, До включения прошивка 11 двустороннего действия укладывается на опору 8. штоки гидроцилиндров 4, 5 находягся в крайнем исходном подожении, лоток 12 . загружен заготовками, досылатель 15 находится в крайнем левом положении. При вклю чеьши автоматического цикла досылатель 15 по направляющему ролику 16 с помощью лневмоцилиндра 14 перемещает заготовку 1 в зону обработки. После установки заготовки 18 на линию центров ,масло под давление подается в левую полость гидроцилиндра 2, перемещая шток 4 и прошивку 11 вправо. Шарнирный захват досылатепя удерживает заготовку на линии центров в процессе ее обработки. При перемещении вправо шток 4 Своим скосом нажимает на скос опоры 8 и опускает ее вниз. Одновременно через рав ноплечий рычаг 10 опора 9 поднимается вверх. При дальнейшем дви сении штока 4 вправо прошивка 11 устанавливается на опо ру 9. После этого досылатель 15 и шток 4 отводятся в исходное положение, Шарнирный захват 17 при отходе в исходное положение .,досылателя 15 поворачивается на оси, сжимая пружину, и освобождается от оьраоотанной детали. Так как скорость перемещения осыпатегщ 15 значитепьно выше скорости перемещения штока 4, тодосьшатель 15за время отода штока 4 успевает возвратиться в крайнее евое положение и принять следующую заготовку из наклонного лотка 12. При выходе штока 4 из обработанного отверстия детальскатывается по наклонному желобу 19 в сборник. Цикл обработки повторяется гицрицилиндром 3. Формула изобретения Устройство для протягивания отверстий в деталях типа втулок и колец, содержащее основание с установленными на нем опорами для направления инструмента, например гфошнвки двустороннего действия, н жестко закрепленн&1ми гидроцилиндрами со штоками, и механизм подачи заготовок в зону обработки; отлича ющееся тем, что,с целыр обеспечения -обработки заготовок переменной длины, упрощения переналадки и повышения надежности в эксплуатации, устройство cнaбжeнo двуплечим рычагом, размешенным в основании с возможностью поворота, и связанными с ним дополнительными опорами для инструмента, которые имеют скосы и установлены с возможностью попеременного перемещения в направлении, перпендикулярном оси инструмента, на каждом штоке выполнены скосы для контакта при перемещении последнего со скосами соответствующей дополнительной опоры, причем опоры для направления инструмента расположены между гидроцилиндрами и снабжены базовыми ловерхностями для торцов заго.Тбёок,. ia ,ме 1санизм подачи заготовок выпола(зн в-виде;, пневмоцилиндра с досылателем, который йнабжен подпружиненным шарнирным захватом-. Источники И1«})ормации принятые во внимание при экспертизе: 1.Авторское свидетельство Nfe 426763, кл.В 23 D 37/04, 1972. 2,Авторское свидетельство № 302186, кл, В 23 D 37/О4, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи заготовок | 1986 |
|
SU1409383A1 |
| Автоматическое загрузочное устройство | 1986 |
|
SU1368159A1 |
| АВТОМАТ ДЛЯ ГИБКИ ЛИСТОВЫХ ЗАГОТОВОК | 1970 |
|
SU263554A1 |
| Автомат для нарезания резьбы в круглых шлицевых гайках | 1977 |
|
SU707763A1 |
| СТАНОК ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБ | 1966 |
|
SU186260A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Устройство для подачи и зажима заготовок | 1987 |
|
SU1454646A1 |
| Автомат для изготовления крюков | 1959 |
|
SU130874A1 |
| Загрузочное устройство | 1987 |
|
SU1465251A1 |
| Устройство для установки заготовок в пресс | 1988 |
|
SU1523233A1 |