1
Изобретение относится к области прокатки и касается прошивки заготовок в косовалковом стане.
Известен технологический инструмент рабочей клети прошивного стана, включающий два бочкообразных, развернутых на угол подачи валка, две дисковые проводки, установленные по разные стороны от оси ирокаткн, и оправку, выдвинутую носиком за перелейм.
Цель изобретения - улучшить условия напряженного состояния металла, прошиЕаег; ого на повышенных углах подачи (14-20°).
Для этого в предлагаемом технологическом инструменте отношение расстоя1П1я лтежду дисками к расстоянию между валками в плоскости пережима составляет 1,00-1,05.
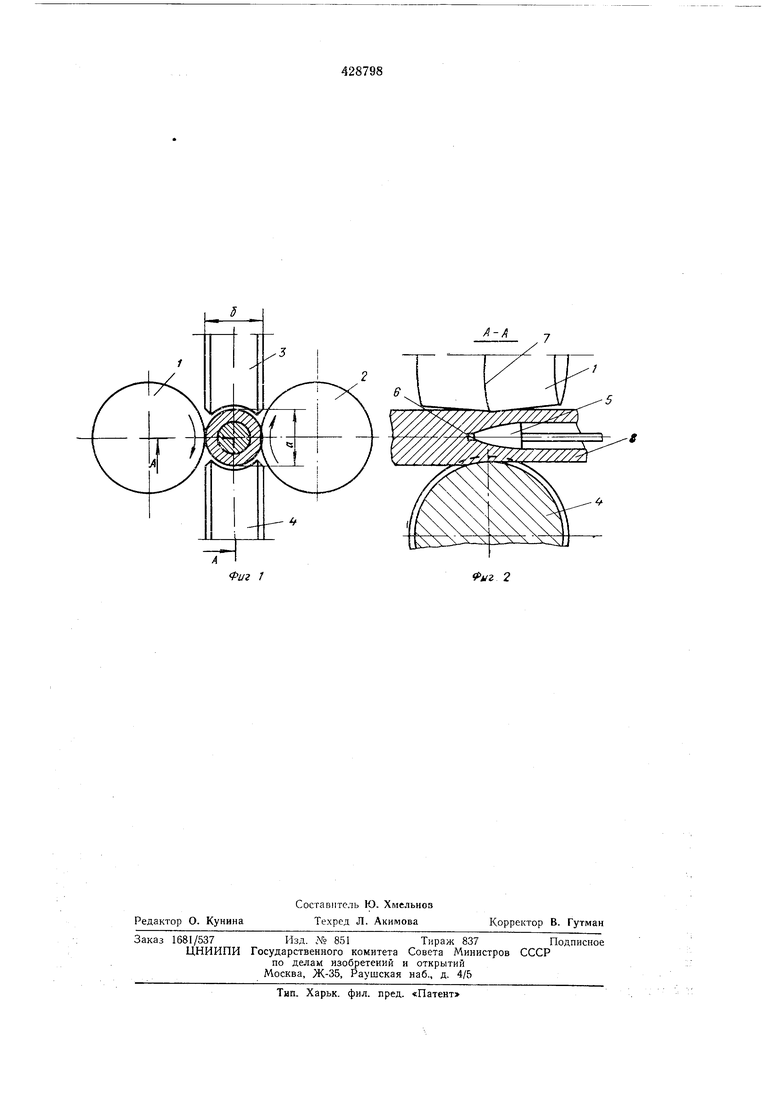
На фиг. 1 предетавлен технологический инструмент клети прошивного стана, обший вид; на фиг. 2 - то же, разрез по А-Л на фиг, 1.
Технологический инструмент включает два бочкообразных, развернутых па угол подачи валка } и 2, две дисковые проводки 3 и 4, установленные по разные стороны от оси прокатки, и оправку 5, выдвинутую носиком 6 за пережим 7. Отношение расстояния а между дисками к расстояшгю б между вялками в плоскости пережима составляет ,00-1,05.
Перед прошивкой бочкообразные валки 1 и 2 разворачивают на угол подачи 14-20°, дисковые проводки 3 4 устанавливают по разные стороны от оси прокатки,, а носик 6 оправки 5 выдвигают за пережим 7 валков 1 т 2. В процессе прошивки заготовки 8 отношение
расстояиия а к расстоянию б устанавливают равным 1,00-1,05.
Прошивка с применением технологнческого инструмента с таким соотношением размеров позволяет улучшить условия напряженного соСТОП1П1Я металла при на углах подачи 14-20°, уменьшить неравномерность деформации и снизить склонность металла к центральному разрушению, что, в конечном итоге, приводит к повышению качества внутренней
поверхиости гильз и труб.
Предмет изобретения
Технологический инстру.мепт рабочей клети прошивного стана, включаюший два бочкообразных, развернутых па угол подачи валка, две дисковые проводки, установленные по разиые стороны от оси прокатки, и оправку, выдвинутую носиком за пережим, отличающийся тем, что, с целью улучшения условий напряженного состояния металла при прошивке с углами подачи 14-20°, отношение расстояния между дисками к расстоянию между валками в пережиме составляет 1,0-1,05.
Фиг 1
Фиг 2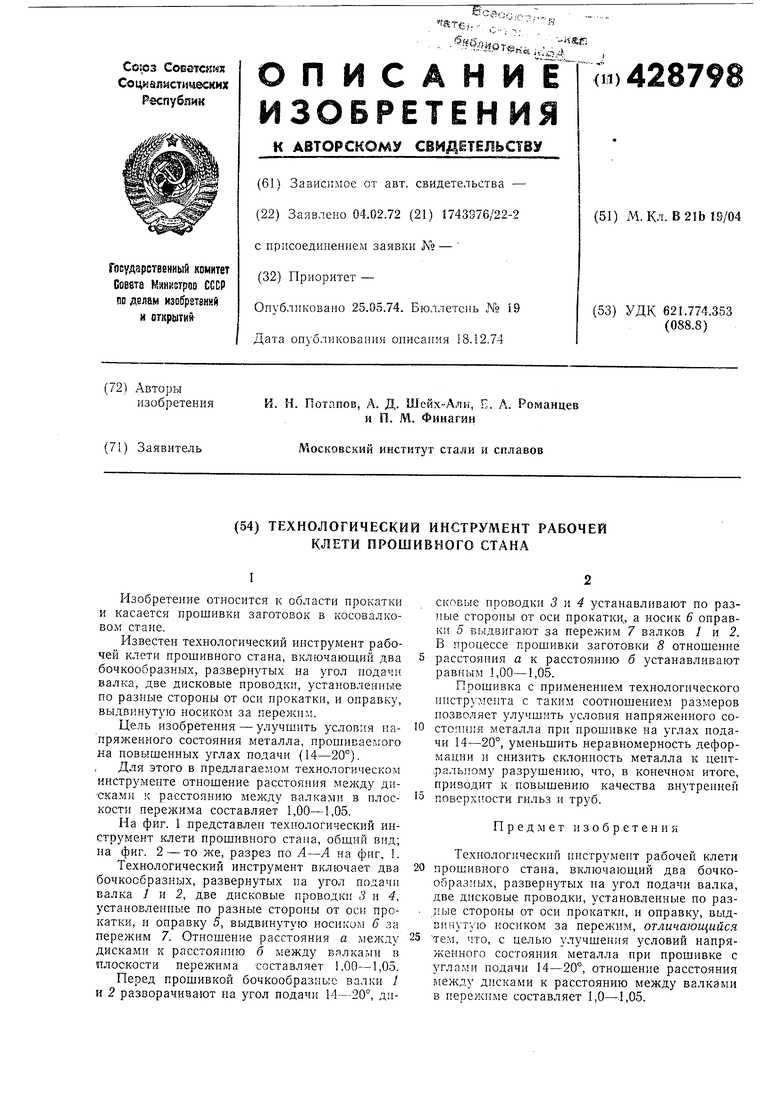
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 1972 |
|
SU341205A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДИСКОВОГО ПРОШИВНОГО СТАНА | 1971 |
|
SU425682A1 |
| Технологический инструмент дискового прошивного стана | 1976 |
|
SU548327A1 |
| Технологический инструмент для винтовой прошивки | 1978 |
|
SU753505A1 |
| Технологический инструментпРОшиВНОгО КОСОВАлКОВОгО CTAHA | 1979 |
|
SU804021A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 1973 |
|
SU369946A1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ПРОШИВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2012 |
|
RU2518040C2 |
| Способ поперечно-винтовой прокатки | 1991 |
|
SU1835328A1 |