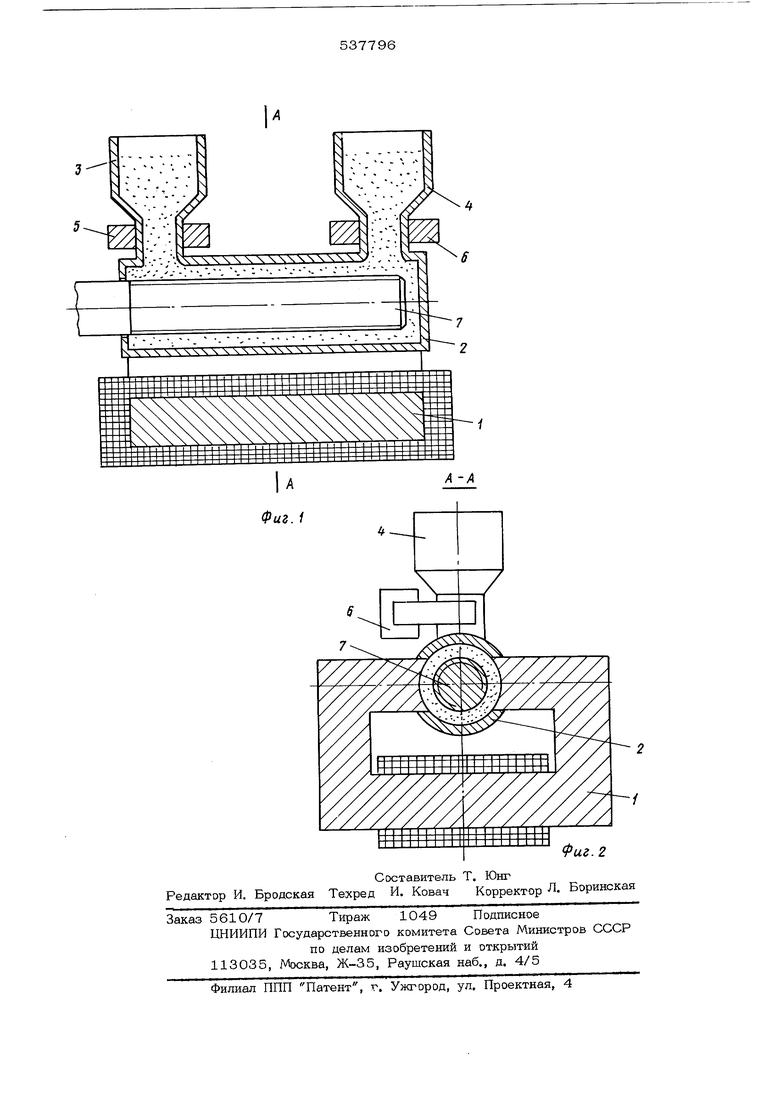
Перед началом обработки в бункера 3 и 4 подается смесь магнитного абразива со смазывающей охлаждающей жидкостью. Включается электромагнит 1, а детали 7 придается вращательное реверсивное движение, В зависимости от направления вращения детали 7 и нарезки резьбы (левая или правая) включается регулятор давления 5 или 6. В качестве регуляторов давления применены С-образные электромагниты, между полюсами которых размещены вход и выход камеры 2. Предположим, что наре ка резьбы правосторонняя и вращение детали 7 в правую сторону. Деталь 7 выполняет .роль шнека, т.е. частицы магнитного абразива начинают перемещаться из бункера 3 в бункер 4. В начальный момент времени происходит обработка гребешков профиля резьбы. В камере 2 развивается определенное давление магнитного абразив и по мере его увеличения частицы абразива проникают в профиль резьбы и производят его обработку. При этом более интенсивно обрабатывается левая сторона профиля резьбы. При смене направления вращения детали 7 отключается регулятор дав дения 6 и включается регулятор давления 5, магнитный абразив перемещается из бункера 4 в бункер 3 и обрабатывается бо лее интенсивно правая сторона профиля. Да ление, развиваемое в камере 2, зависит от магнитной индукции между полюсами регуляторов давления 5, 6 и может легко ре гулироваться изменением магнитодвижущей силы электромагнитов в зависимости от материала детали, профиля резьбы и т.д.
Цилиндрическая немагнитная камера с регулятором давления на входе и выходе магнитного абразива позволяет значительно повысить удельные давления в зоне обработки и тем самым интенсифицировать процесс обработки профиля резьб. Реверсивное вращение детали позволяет равномерно обрабатывать- профиль резьбы. Формула изобретения Устройство для магнитно-абразивной обработки ферромагнитным порошком, подаваемым через входной канал из бункера-дозатора, поверхностей деталей, например резьбовых, помещенных в цилиндрическую камеру из немагнитного материала, расположенщю между полюсами электромагнита и имеющую выходной канал, отличающеес я тем, что, с целью интенсификации процесса обработки, камера снабжена дополнительным бункером-дозатором, размещенным на ее выходном канале, при этом на входном и выходном каналах установлены с возможностью поочередного воздействия на порошок охватывающие их своими полюсами электромагниты С-образной формы, явл5пощиеся регуляторами давления порошка. Источники информации, принятые во внимание при экспертизе: 1.Патент США № 2735232, кл. 517, 21.02.66 г. 2.Авт.свид. № 78703, кл. В 24 в 31/10, 25.10.48 г.
Ч,
7
V4 /
v-
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для магнитно-абразивной обработки листовых материалов | 1980 |
|
SU944889A1 |
| Установка для чистовой обработки ферропорошками в магнитном поле | 1976 |
|
SU663565A1 |
| СПОСОБ ОЧИСТКИ РЕЗЬБОВОГО УЧАСТКА НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2266807C1 |
| Устройство для магнитно-абразивной обработки | 1971 |
|
SU657978A1 |
| УСТАНОВКА ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОЧИСТКИ И/ИЛИ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ | 2006 |
|
RU2336985C1 |
| Устройство для электрохимической обработки | 1977 |
|
SU650765A1 |
| Устройство для магнитно-абразивного полирования деталей | 1972 |
|
SU526496A1 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТЕКУЧИМ АБРАЗИВОМ ОТВЕРСТИЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2501642C1 |
| УСТРОЙСТВО ДЛЯ ДРОБЕСТРУЙНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1999 |
|
RU2166424C2 |
Я Чгч хг X ч ч. .J4V
7 2
